
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.
Нанесение на железо слоя цинка – самый распространенный способ его защиты от коррозии. Гальваническое цинкование получило наиболее широкое распространение благодаря преимуществам технологии и получаемых защитных покрытий.
Гальванические ванны — это химические аппараты, которые служат для нанесения однородного покрытия на различные предметы. Чтобы понять принцип работы этих устройств, важно разобрать сам гальванический процесс.
- 6 Основные требования к холодному цинкованию дома
- Что такое гальванизация
- Принцип работы ванны цинкования
- Материал изготовления
- Пневматическое перемешивание
- 5 Холодное цинкование своими руками
- ПРИНЦИП РАБОТЫ ГАЛЬВАНИЧЕСКИХ ВАНН
- Предварительные расчеты
- КОРПУС ГАЛЬВАНИЧЕСКОЙ ВАННЫ
- Конструкционный;
- Подготовка гальванической ванны к работе
- Механическое перемешивание
- ЭЛЕМЕНТЫ ТОКОПОДВОДА
- Применение
- 3 Преимущества и недостатки цинкования гальваническим методом
- 1 Особенности защитных цинковых покрытий
- 2 Технологии различных методов цинкования
- 4 Технология и оборудование гальванического цинкования на производстве
- Гидравлическое перемешивание
- ПЕРЕМЕШИВАНИЕ раствора
- Гидравлическое перемешивание;
- Конструкция гальванических ванн
- 3 Гальваническое цинкование в домашних условиях
- Нанесение гальванического покрытия
- 5 Электролиты, используемые при гальваническом цинковании
- Этапы работы
- Подготовка поверхности к нанесению покрытия
- Нюансы
- НАГРЕВ ГАЛЬВАНИЧЕСКИХ ВАНН
- Охлаждение жидкостей/электролитов осуществляют с помощью
- Этапы изготовления гальванической ванны цинкования
- Функции цинковых покрытий
- 5 причин обратиться к нам
- 1 Цинкование как способ коррозийной защиты металлов
- Пример Комплектации и Конструкции Ванны Цинкования
- КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ И ПРИНЦИП РАБОТЫ ГАЛЬВАНИЧЕСКОЙ ВАННЫ
- К ГАЛЬВАНИЧЕСКИМ ВАННАМ, ВНЕ ЗАВИСИМОСТИ ОТ ПРОЦЕССА, ПРЕДЪЯВЛЯЕТСЯ общий РЯД ТРЕБОВАНИЙ
- Рассмотрим основные узлы гальванической ванны более подробно.
- 2 Гальванический способ цинкования металлов
6 Основные требования к холодному цинкованию дома
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.

Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.
https://youtube.com/watch?v=kdv7wlvWOhc%3Frel%3D0
Что такое гальванизация
Гальванизация — процесс, в котором применяют электрический ток, чтобы уменьшить растворенные положительно заряженные ионы (катионы) металла настолько, что они образуют единое покрытие с поверхностью другого материала. Другими словами, это перенос молекул металла раствора на изделие в момент протекания через них электротока. Как правило, гальванику осуществляют между двумя металлами.
Этот термин также используют для обозначения электрических окислений из отрицательно заряженных ионов (анионов) на твердой поверхности. Например, при формировании хлорида серебра на серебряной проволоке.
В результате гальванизации внутренняя структура материала не изменяется. Для более глубокого воздействия применяют другие технологии: например, дробеструйное производство, химические способы.
Противоположность гальванического воздействия — процесс, в котором используют гальваническое травление. С его помощью производят очистку поверхностей, где в дальнейшем будут наносить защитный слой.
Наше предприятие разрабатывает и изготавливает гальванические ваннынанесения цинкового покрытия. Основным материалом для изготовления ванн цинкования является . В производстве емкостного оборудования мы используем исключительно листовые полимерные материалы фирмы SIMONA AG (Германия).
Принцип работы ванны цинкования
Загрузка деталей в ванны цинкования производится на подвесочном приспособлении (подвеска, барабан, колокол), которое монтируется на штангу в ручном, механизированном или автоматическом режиме. Подвесочное приспособление с катодной штангой закрепляются в токопроводящей опоре для передачи тока от выпрямителя на детали. Нагрев ванн до требуемых температур осуществляется нагревательными элементами (ТЭНы, теплообменники). Для минимального контроля основных технологических параметров используются датчики уровня и температуры со шкафом управления. Дополнительно, ванны могут оснащаться фильтровальными установками с системой перемешивания, теплообменниками охлаждения. Принцип работы ванны цинкования регламентируется применяемым технологическим процессом.
Материал изготовления
В зависимости от рабочей температуры гальванические ванны изготавливают из:
- полиэтилена ПНД, рабочая температура от −40 до +60 °С;
- полипропилена ПП-Б, рабочая температура от −20 до +80 °С;
- полипропилена ПП-Г, рабочая температура от 0 до +100 °С;
- поливинилхлорида ПВХ, рабочая температура от 0 до +60 °С;
- поливинилхлорида ХПВХ, рабочая температура от −40 до +95 °С;
- поливинилиденфторида ПВДФ, рабочая температура от −30 до +140 °С;
- перфторалкоксида ПФА, рабочая температура от −190 до +260 °С.
При необходимости конструкция может быть усилена металлокаркасом. Также гальваническая ванна может быть дополнена крышкой, трубой для подачи воды, отводами для стоков, датчиками температуры, фильтрами, нагревательными элементами, шлангодержателями.
Преимущества ванн из полимеров:
- высокая коррозионная стойкость, позволяющая применять емкости для большинства химически агрессивных сред при соблюдении температуры и концентрации рабочей среды;
- низкая теплопроводность, благодаря которой емкость не требует теплоизоляции;
- химическая устойчивость, за счет чего полимер не вступает в реакцию с рабочей средой;
- стойкость к перепадам температуры;
- легкость обслуживания — ванны не требуют регулярного ухода;
- длительный срок эксплуатации;
- широкий диапазон рабочих температур: от −150 до +260 °C в зависимости от типа полимера;
- малый вес, который упрощает перевозку и монтаж изделия.

Пневматическое перемешивание
Для пневматического перемешивания применяется – труба с отверстиями диаметром 1,1-1,5 мм, при этом диаметр отверстий равномерно увеличивается к её концу. Площадь сечения трубы должна быть в 1,5 раза больше суммарной площади отверстий. Барботер изготавливают, в зависимости от состава и температуры раствора, из углеродистой и нержавеющей стали, титана, химстойких полимеров (полипропилена, полиэтилена, поливинилхлорида и так далее). К недостаткам барботера относится неравномерное перемешивание электролитов и растворов, потери тепла, пенообразование, снижение электропроводности электролита по причине его газонаполнение.
Фото 4. Пример пневматического перемешивания раствора в гальванических ванна
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.

Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции «порошок»-«связующее» бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).
Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
https://youtube.com/watch?v=2ZaX9zOg3Gg%3Frel%3D0
ПРИНЦИП РАБОТЫ ГАЛЬВАНИЧЕСКИХ ВАНН
Принцип работы гальванической ванны определяется технологическим процессом и зависит от конфигурации, габаритов обрабатываемых изделий.
Рассмотрим более детально схему работы гальванической ванны, которая включает в себя следующие этапы:
Нюансы перед подготовкой гальванической ванны к работе
Приготовление электролита для проведения процесса может осуществляться в отдельной емкости или в самой рабочей ванне. Раствор готовят строго по технологической схеме с соблюдением техники безопасности.
Гальваническая ванна заполняется приготовленным раствором не полностью, оставляют около 10 — 15 сантиметров до края ванны. Это необходимо, чтобы избежать переливания раствора, так как при погружении изделий объем раствора в ванне значительно увеличивается.
Предварительные расчеты
Теоретическим этапом в процессе подготовки ванны к работе является расчет основных параметров электролиза.
Перед началом процесса необходимо рассчитать:
Площадь покрываемой поверхности изделий (площадь единовременной загрузки);
Длительность процесса осаждения при заданной толщине покрытия;
Токовую нагрузку на ванну.
При налаженной автоматизации производства, расчет этих параметров не займет много времени, так как всё может рассчитать программа.
КОРПУС ГАЛЬВАНИЧЕСКОЙ ВАННЫ
Корпус ванны изготавливают из полимерных материалов, стали, титана. Материал изготовления можно подразделить:
Конструкционный;
служит для изготовления основного корпуса ванны. Чаще это различные полимеры (полипропилен, поливинилхлорид, поливинилиденфторид и так далее) или металл (углеродистая и нержавеющие стали, титан).
В качестве используют химически стойкие полимерные материалы — поливинилиденфторид, поливинилхлорид, полиэтилен. Футеровка или облицовка внутренней поверхности ванны проводится для защиты от коррозии корпуса.
Подготовка гальванической ванны к работе
Нагрев ванн до необходимой температуры осуществляется за несколько часов до начала ее работы. Время нагрева определяется габаритами ванны, мощностью нагревательных элементов, материалом изготовления ванны.
Перед началом процесса проверяют уровень электролита и проводят анализ его состава. При необходимости корректируют по компонентам.
Механическое перемешивание
Данный тип перемешивания происходит при помощи механических перемешивателей, которые снабжены лопастями с электрическим или пневматическим приводом. Используется в настоящее время очень редко.
ЭЛЕМЕНТЫ ТОКОПОДВОДА
Подвод постоянного тока к электрохимическим ваннам осуществляется токопроводящие элементы — штанги, которые изготавливаются из меди, алюминия, иногда железа. Для подвешивания анодов и изделий в стационарных ваннах применяются штанги из меди, латуни. Места стыков рекомендуется покрыть медью или оловом. Контактирующие поверхности шин должны быть тщательно очищены и защищены от окисления. Алюминиевые шины обязательно соединяют сваркой.
Применяют штанги круглого и прямоугольного сечения. Диаметр штанг круглого сечения от 25 до 40 мм. При одинаковой площади поперечного сечения прямоугольная штанга имеет момент сопротивления изгибу в несколько раз больший, чем штанга круглого сечения. Вследствие этого на практике обычно применяют штанги диаметром 15 — 25 мм.
служат для передачи тока на катодную или анодную штанги, а далее – на обрабатываемые изделия. Используются в гальванических ваннах любого типа, обладают большой площадью контакта, тем самым улучшая эффективность подачи тока на штангу.
Фото 2. Гальваническая ванна с самозажимными токопроводящими опорами
Применение
Гальванику в основном используют для изменения свойств поверхности объекта:
- повышения защиты от коррозии, снижения уровня скольжения;
- устранения физических повреждений и увеличения износостойкости;
- улучшения внешнего вида предмета;
- наращивания толщины изделия в местах низкорослости и при формировании плотностей.

В большинстве случаев гальванические процессы не скроют, а могут даже подчеркнуть появившиеся ранее дефекты поверхности: вмятины, царапины и подобные. Поэтому перед нанесением покрытия стоит затереть или обработать физическим способом любую поверхность.
Гальванизацию применяют для обработки металлов в ювелирном деле, медицине и декоративно-металлургической отрасли. Технологию используют для хромирования деталей и инструментов, никелирования, оцинковки и обезжиривания. Самые популярные металлы покрытия: родий, палладий, золото, серебро, латунь, рутений.
3 Преимущества и недостатки цинкования гальваническим методом
Электролитический способ нанесения цинка в сравнении с другими методами цинкования наиболее распространен и обладает следующими преимуществами:
- высокой производительностью;
- низкой себестоимостью;
- получение достаточно высокого уровня защиты изделий;
- равномерностью покрытия без потеков, капель, с сохранением формы и размеров изделия;
- возможностью нанесения цинка на все участки изделий с любой сложной формой, включая различные поры;
- получение декоративных защитных покрытий (гладких, блестящих), не требующих дополнительной обработки.

Основным недостатком является низкая адгезия (сцепление) образуемого покрытия с изделием, требующая особой тщательности подготовки (очистки) поверхности последнего. Еще следует отметить вероятность наводораживания защищаемого металла, особенно при несоблюдении режимов гальваники цинкования, что приводит к водородной хрупкости изделия и непривлекательному виду его поверхности. Существенным недостатком этого метода является образование ядовитых и вредных для окружающей среды отходов, которые необходимо подвергать тщательной очистке.

1 Особенности защитных цинковых покрытий
Цинкование – самый распространенный способ защиты железа поверхностной металлизацией от атмосферной коррозии. Для этих целей расходуется около 40 % от общего объема мировой годовой добычи цинка. Цинкование получило широкое распространение благодаря анодному характеру создаваемой из цинка защиты.
Значение электрохимического потенциала цинка составляет – 0,763 В, что меньше такого же параметра для черных металлов (железа, стали, чугуна), поэтому он защищает последние от коррозии электрохимическим способом. Причем защитные свойства покрытий из цинка проявляются даже в случае незначительной их толщины и при наличии обнаженных участков, пор. Известно много примеров протекторного характера защиты цинком непокрытых им, оголенных фрагментов стальных изделий (например, обрезанные проволока в поперечном сечении и края оцинкованного листового железа, резьба гайки без покрытия, навинченной на оцинкованный болт).
Анодный характер взаимодействия цинкового покрытия с сталью и внешней средой в ряде случаев может смениться на катодный и тогда коррозионные процессы в железе происходят очень интенсивно. Подобное наблюдается, например, при воздействии на оцинкованные изделия горячей воды, нагретой до 70 °С и выше (в автоклавах, котельных установках).

Сам цинк, принимая «удар» на себя от воздействия внешней среды, защищается следующим образом: при окислении этого металла на его поверхности образуется тонкая плотная оксидная пленка, препятствующая проникновению кислорода дальше вглубь цинка. Благодаря этому его окисление останавливается. У железа образующиеся при окислении оксиды имеют объем больший, чем первоначальный металл, и поэтому пленка из них сразу разрушается, становится рыхлой и пропускает кислород к неокисленному материалу. Так возникает ржавчина.
У цинковых покрытий химическая стойкость снижается при воздействии на них летучих продуктов, которые выделяются при старении следующих органических материалов:
- олифы;
- синтетических смол;
- хлорированных углеводородов.
Покрытия подвержены легкому разрушению, если они контактируют или находятся в закрытом объеме с промасленными или свежеокрашенными деталями.

Большое влияние на быстроту корродирования цинка оказывает показатель рН среды. При рН 7–12 (щелочная среда) этот металл практически не растворяется. Отклонение от указанных величин приводит к возрастанию скорости его коррозии. Особенно высока скорость коррозии цинковых покрытий в атмосфере тропиков и промышленных городов.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
https://youtube.com/watch?v=aBEKtjF7Pzs%3Frel%3D0
4 Технология и оборудование гальванического цинкования на производстве
На производстве электролитическое цинкование включает следующие технологические процессы, производимые с изделиями:
- Очистка их от окалины, ржавчины, смазочно-охлаждающих и лакокрасочных составов. Химическая обработка в обезжиривающих и щелочных растворах.
- Промывка водой в проточной ванне.
- Электролитическое обезжиривание.
- Промывка.
- Травление в растворе воды и соляной кислоты. Позволяет удалить оставшиеся окалину и ржавчину без растворения основного металла. При этом происходит декапирование поверхности – активация перед цинкованием.
- Само цинкование.
- Может проводиться осветление в растворе воды с азотной кислотой для снятия окисной пленки.
- Может проводиться фосфатирование.
- Может проводиться пассивация электролитическим хроматированием (и/или хроматирование распылением).
- Сушка.

В зависимости от типа изделия и соответствующей технологии некоторые этапы промывки могут проводиться щеточно-моечным способом. Могут быть дополнительные операции. Например, гальваническое цинкование полосы начинают с ее разматывания, сварки концов, а затем правки. Заканчивают – промасливанием и сматыванием.
В соответствии с типом покрываемых изделий и объемом производства применяют различные гальванические линии и сопутствующее им дополнительное оборудование. Эти линии представляют из себя определенную последовательность промывочных и технологических ванн, необходимых для создания однослойных либо многослойных цинковых покрытий с требуемыми функциональными свойствами. Все гальваническое оборудование по степени механизации классифицируется на:
- механизированные линии с полностью автоматическим управлением;
- с возможностью частичного ручного управления;
- линии с полностью ручным обслуживанием;
- мини-линии.

В комплект поставки линии, в зависимости от ее модели, помимо ванн входят:
- транспортные системы (автооператоры, манипуляторы);
- промышленное и локальное оборудование очищения сточных вод;
- вспомогательное оборудование: приспособления для цинкования (подвески, колокола, барабаны), катодные и анодные штанги, теплообменники, ТЭНы, другое;
- дополнительное оборудование: система вентиляции, выпрямительные агрегаты, компрессоры и воздуходувки, холодильное оборудование, сушильные камеры и шкафы, насосы, оборудование получения демиводы, фильтровальные установки;
- и другое.
Гидравлическое перемешивание
Гидравлическое перемешивание осуществляется при помощи эжекторов, чаще всего совмещается с фильтрованием электролитов и рабочих растворов. Поток электролита, подающийся в эжектор насосом, затягивает за собой электролит из ванны, и на выходе эжектора формируется в больший поток электролита, который перемешивает весь объем раствора.
Преимущества данного вида перемешивания:
Уменьшение токсичных испарений над ванной;
Увеличение электропроводности металла;
Повышается равномерность осаждения покрытия;
Уменьшаются затраты на подогрев ванны.
Фото 3. Эжекторное перемешивание
ПЕРЕМЕШИВАНИЕ раствора
Перемешивание обеспечивает поддержание постоянной температуры и концентрации компонентов во всем объеме раствора гальванической ванны, вследствие чего возрастает плотность тока и улучшается качество покрытия.
Перемешивание можно подразделить на типы:
Гидравлическое перемешивание;
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм2). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
https://youtube.com/watch?v=Vwby4Ia4044%3Frel%3D0
Конструкция гальванических ванн
Внешне гальваническая ванна представляет собой пустую емкость прямоугольной формы объемом от 0,1 до 10 м³. Уже в процессе гальванизации устройство наполняют специальным раствором, который обеспечивает прохождение электрического тока, — электролитом.
В независимости от условий эксплуатации ванна должна отвечать нескольким требованиям:
- Прочность и герметичность. На швы и стенки заполненной емкости оказывается высокое гидростатическое давление. Поэтому гальванические ванны должны выдерживать рассчитанные технологом нагрузки.
- Возможность поддерживать заданные параметры процесса. Гальванизация может протекать при постоянном помешивании и подогреве. Важно, чтобы к емкости можно было монтировать дополнительное оборудование, подключать ее к уже работающим группам изделий или осуществлять процессы в автономном режиме.
- Химическая устойчивость. В состав электролитов входят агрессивные химические соединения, некоторые процессы протекают при повышенных температурах. Материал емкостей не должен вступать в химические реакции с электролитами.
- Удобство использования и универсальность. В зависимости от условий применения и технологической необходимости должна быть возможность быстро менять первоначальное назначение емкости.
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который «растворится», а на изделии образуется слой цинка. Время обработки – 10–40 минут.
https://youtube.com/watch?v=k2g7FCm-AJU%3Frel%3D0
Нанесение гальванического покрытия
Предварительно монтированные на штангу подвесочные приспособления с изделиями опускают в гальваническую ванну, наполненную электролитом, с заданными технологическими параметрами (температурой, плотностью тока и так далее), при необходимости раствор перемешивают. Во время работы ванны контролируется уровень и температура раствора, его водородный показатель (рН), напряжение в ванне.
На анод подается положительный заряд от источника питания, а к катоду, с обрабатываемым изделием, отрицательный. При этом, обрабатываемые изделия (в зависимости от полярности процесса) могут находиться на аноде. В гальванической ванне происходит процесс осаждения металла, который заключается в разряде ионов на катоде и ионизации их на аноде.
После завершения процесса нанесения покрытия штанга с подвесным приспособлением поступает в ванну промывки, и ванну постобработки (уплотнения, окрашивания, пассивации и так далее). Завершающим этапом процесса является сушка и демонтаж изделий с подвесного приспособления.
Фото 8. Изделия с гальваническим покрытием никель-хром
Отдел гальванического оборудования
под редакцией: Мисник Д.А., Ошуркевич О.В.
5 Электролиты, используемые при гальваническом цинковании
На гальваническом производстве, исходя из назначения изделия, применяют различные электролиты для цинкования. Их условно делят на 2 основные группы:
- Простые кислые (хлоридные, сульфатные, борфтористоводородные) – в них цинк представляет собой гидротированные ионы.
- Сложные комплексные (цинкатные, цианидные, пирофосфатные, аммиакатные и другие) – цинк присутствует в составе комплексных ионов, которые заряжены положительно или отрицательно. Эти электролиты для цинкования делятся на кислые и щелочные.

От состава и природы электролитов для цинкования зависят скорость осаждения и качество осадков цинка на катоде.
Самый востребованный метод металлизации – в слабокислых простых электролитах для цинкования. Они допускают использование тока большей плотности, чем комплексные, и, соответственно, отличаются более высокой скоростью процесса наращивания покрытий. Гальванике с этими электролитами для цинкования также характерны высокий уровень укрываемости и хороший внешний вид получаемых покрытий. Сталь при их использовании менее подвержена наводороживанию, приводящему к хрупкости деталей. Но эти электролиты пригодны только для заготовок простой конфигурации, проволоки, ленты. Качество покрытий не очень высокое.

Осаждение цинка из комплексных электролитов для цинкования протекает в условиях высокого рассеивания ионов, с снижением выхода металла и увеличением выделения водорода при возрастании плотности тока. Поэтому эти растворы используют с малой плотностью тока. Их применение позволяет получать мелкозернистые, равномерные, очень качественные покрытия на изделиях и простой, и сложной формы.
Принцип работы гальванической ванны определяется технологическим процессом, зависит от размеров и параметров объекта обработки. Расскажем о стандартных этапах.
Этапы работы
Ванну нагревают до требуемой температуры за несколько часов до применения. Время нагрева зависит от размеров емкости, материалов ее изготовления и мощности нагревательных элементов.
Также перед началом готовят специальный раствор — электролит. Приготовление могут осуществлять в самой ванне или отдельном сосуде. Электролит готовят строго по технологической схеме с соблюдением техники безопасности.
Гальваническая ванна заполняется раствором не полностью, оставляют 10–15 сантиметров до края емкости. Таким образом предотвращают переливание электролита, потому что при погружении объектов объем раствора в ванне увеличивается.
Теоретический этап подготовки ванны к работе — расчет параметров электролита. Нужно рассчитать площадь покрываемой поверхности объекта, длительность процесса при заданной толщине покрытия и токовую нагрузку на ванну.
При автоматизации производства эти параметры рассчитывает программа, что не занимает много времени.
Подготовка поверхности к нанесению покрытия
Правильная подготовка поверхности усиливает сцепление покрывающего металла с основой, минимизирует пористость осадков. Благодаря этому увеличивается качество покрытия и износостойкость предметов.
Объект или объекты монтируют на подвесное оборудование и опускают в наполненную электролитом ванну. При необходимости раствор перемешивают. Во время гальванизации контролируют технологические показатели: напряжение в ванне, температуру и уровень электролита, его водородный показатель.
После подключения постоянного тока к положительному электроду (аноду) составляющие его атомы металла окисляются и растворяются в электролите. На отрицательном электроде (катоде) происходит обратное: растворенные ионы металла осаждаются, образовывая покрытие.
После окончания гальванизации подвесное оборудование с объектами поступает в ванну промывки, затем — в ванну постобработки для уплотнения, окрашивания, пассивации (создания на поверхности тонких слоев соединений против коррозии). Завершает весь процесс сушка и демонтаж изделий с подвесного приспособления.
Нюансы
Скорость, с которой растворяется анод, зависит от площади поверхности катода, по которой идет ток. Толщина слоя покрытия зависит от времени воздействия — чем дольше объект остается в электрической среде ванны, тем толще будет слой.
Форма и контур объекта могут влиять на толщину покрытия. Металлические предметы с острыми ребрами и углами обычно имеют более тонкое покрытие в углублениях и более толстое — на углах. Для таких предметов (например, перстней, часов с гранеными углами) нужно применять разные углы воздействия и уровни тока.
НАГРЕВ ГАЛЬВАНИЧЕСКИХ ВАНН
Нагрев осуществляется при помощи:
Электроэнергии (тепловые электронагреватели — ТЭНы, теплообменники, нагревательные стержни);
Пара (теплообменники, паровой нагреватель);
Воды (водяная рубашка).
Фото 6. Гальваническая ванна с электронагревателями
В этой статье мы упоминали о требованиях к гальваническим ванна, одно из них создание и поддержание заданного теплового режима. Так как большинство химических реакций протекают с выделением тепла, необходимо предусмотреть охлаждение гальванических ванн. Это поможет избежать перегрева электролита, а также выхода из строя технологического оборудования.
Охлаждение жидкостей/электролитов осуществляют с помощью
Фото 7. Холодильная установка — чиллер
Этапы изготовления гальванической ванны цинкования
– металл светло-серого цвета, вязкий и пластичный. Твердость цинковых покрытий составляет . Хорошо выдерживает свинчивание, механические удары и деформацию. По отношению к стали цинк является электроотрицательным металлом и обеспечивает анодную защиту основы от коррозии. Цинк не стоек в органических кислотах (муравьиная, уксусная), сероводороде, феноле, аммиаке, формальдегиде.
Цинковые покрытия во влажной атмосфере окисляются и разрушаются. Для повышения защитных свойств цинковые покрытия подвергают химической обработке в растворе хромовой кислоты или ее солей в кислой среде (пассивация).
Функции цинковых покрытий
- Декоративные покрытия
- Защитно-декоративные покрытия
- Защита стали от атмосферной коррозии
- Защита от коррозии в топливе
Цинковые покрытие наносятся на мелкие крепежные детали, детали машин, также цинк используется в получении сплавов.
5 причин обратиться к нам
СООО «ФОРТЭКС-ВОДНЫЕ ТЕХНОЛОГИИ»
Витебск, Терешковой 25А
23 года производим оборудование для гальванических и химических предприятий
Свяжитесь с нами:
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:

- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.

Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
https://youtube.com/watch?v=Etsn-sbQ0s0%3Frel%3D0
Пример Комплектации и Конструкции Ванны Цинкования
Материал ванны для раствора
Цинк сернокислый 7-водный
Электролит цинкования для углеродистой, легированной, термообработанной стали, чугуна
Цинк хлористый технический
Фосфорнокислый аммоний двухзамещённый
Натр едкий технический
15 -30 °C
Согласно ГОСТ 9.305-84
«ЕДИНАЯ СИСТЕМА ЗАЩИТЫ ОТ КОРРОЗИИ И СТАРЕНИЯ ПОКРЫТИЯ МЕТАЛЛИЧЕСКИЕ И НЕМЕТАЛЛИЧЕСКИЕ НЕОРГАНИЧЕСКИЕ. Операции технологических процессов получения покрытий.»
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ И ПРИНЦИП РАБОТЫ ГАЛЬВАНИЧЕСКОЙ ВАННЫ
отправить ссылку страницы
Конструкция гальванической ванны определяются особенностями технологического процесса. Ванны могут дополняться: элементами подогрева или охлаждения электролита, перемешиванием, качанием штанг, непрерывной фильтрацией и так далее. Для электрохимических ванн необходим подвод электрического тока.
К ГАЛЬВАНИЧЕСКИМ ВАННАМ, ВНЕ ЗАВИСИМОСТИ ОТ ПРОЦЕССА, ПРЕДЪЯВЛЯЕТСЯ общий РЯД ТРЕБОВАНИЙ
Устройства для перемешивания и циркуляции электролита;
Устройства для нагрева и охлаждения электролита;
Устройства для удаления газообразных продуктов электролиза;
Фото 1. Конструкция корпуса гальванической ванны с основными узлами
Рассмотрим основные узлы гальванической ванны более подробно.
Предварительная подготовка поверхности — важный и ответственный этап в процессе нанесения гальванического покрытия. Благодаря правильной и тщательной подготовке сцепление осаждаемого металла с основой будет максимально сильным, минимизируется пористость осадков, тем самым увеличится качество покрытий и износостойкость изделий.
Этап предварительной подготовки разделяют на:
Механическую обработку поверхности.
К которой относятся: шлифование, кварцевание, полирование, галтовка, пескоструйная, гидроабразивная, вибрационная обработки поверхности деталей и др. Главной целью механической подготовки является уменьшение шероховатости поверхности, которая принимается с учетом назначения и вида гальванопокрытия.
Химическую или электрохимическую обработку поверхности.
Данный этап обработки включает в себя следующие операции: химическое и электрохимическое обезжиривание, травление, которые служат для окончательного очищения поверхности металла от продуктов механической обработки, масел, оксидных пленок и так далее.
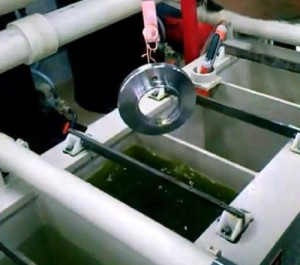
Фото 8. Погружение изделий в ванну предварительной обработки перед нанесением гальванического покрытия
2 Гальванический способ цинкования металлов
Защитное действие покрытий из цинка в первую очередь определяется их толщиной, устанавливаемой исходя из конкретных условий эксплуатации металлических изделий и равномерности их нанесения. Возможности различных способов цинкования неодинаковы и позволяют получать толщину покрытия от 5 мкм (гальваническое) до 1,5 мм. В случае гальванического способа металлизации качество защитного слоя во многом зависит от характера используемого электролита для цинкования.

Защитные свойства цинка можно значительно увеличить разными способами, самые распространенные из которых следующие:
- пассивирование (хроматирование) – создание на его поверхности хроматных пленок химической обработкой изделий в растворах с хромовой кислотой либо ее солями;
- фосфатирование — образование на его поверхности фосфатной пленки посредством обработки оцинкованных заготовок в растворах солей фосфорной кислоты;
- покраска – нанесение лакокрасочных покрытий (лучшие результаты после предварительного фосфатирования).
Гальваническое цинкование представляет собой электролитический метод нанесения тонкого защитного слоя цинка на изделие, поверхность которого должна быть предварительно подготовлена. Этот способ позволяет получать покрытия толщиной 5–40 мкм.

В условиях масштабного производства полосы, листа, штрипса толщина может быть увеличена до 500 мкм (0,5 мм). Непосредственно сам процесс образования покрытия заключается в осаждении на катоде (изделие, которое покрывают) положительно заряженных частиц (ионов) цинка из водных растворов его соединений (электролитов) при пропускании постоянного электротока через раствор. Применяемые аноды должны быть из цинка, так как их основное назначение – восполнять в электролите разряжающиеся на изделиях ионы. В зависимости от выбранного режима ток имеет катодную плотность в диапазоне 1–5 А/дм2.
Ну да, а если не тщательно, то отвалится всё сразу. Точно подмечено! Ванны эти, конечно, тема, но геморроя с ними немерено. Главное чтоб не пескостроило и чтоб ток ровный был, а то как обычно, «криво-косо».
Да ну и толку от этих ванн если цинк все равно отвалится через полгода? лучше сразу хромировать, пусть и дороже. а то эти «высокая производительность» и «низкая себестоимость» потом в ремонт выльются.
А чё за 4800°С?? Это как вообще? Там всё сгорит же! Типа опечатка? 480°С вроде нормально, но тоже горячо.