
Для просмотра видео требуется современный браузер с поддержкой видео HTML5.
При комнатной температуре цинк почти не реагирует с химическими элементами, при нагреве более +225°С скорость окисления критически возрастает. По мере увеличения толщины коррозионной пленки окислительные процессы замедляются. Гальваническое цинкование защищает от коррозии изделия из железа, никеля, меди и прочих металлов.
- Почему у нас заказывают холодное цинкование?
- Цена цинкования металла и металлических изделий
- Особенности гальванического цинкования
- Сфера применения гальванического цинкования
- Особенности использования способов цинкования
- Технология гальванического цинкования металла
- Гальваническое покрытие цинком (цинкование, оцинковка) в соседних регионах
- Виды электролит
- Виды и процесс цинкования
- На производстве гальваническая обработка металла проводится в строгой последовательности
- Обратитесь к профессионалам
- Примеры гальванического цинкования
- Недостатки гальванического цинкования
- Недорогое покрытие металла цинком в Москве
- Цинкование в барабане
- Цинкование металлических изделий и деталей
- Виды и технологии цинкования
- Сравнительная характеристика применяемых электролитов
- Цинкование в домашних условиях своими руками
- Особенности технологии горячего цинкования
- Рождение гальваники в России и мире
- Дефекты при гальваническом цинковании
- Сравнительные характеристики горячего и гальванического цинкования
- Гальваническое цинкование металлоконструкций
- Гальваническое цинкование и его особенности
- Цинкование на подвесках
- Вывод
Почему у нас заказывают холодное цинкование?
Сегодня гальваническое цинкование метизов и других деталей прочно вошло в обиход столичных предприятий. Однако не все из них имеют необходимые мощности, чтобы выполнить этот процесс на высоком уровне. Наш цех металлообработки — это не только современные технологии, но и специалисты, профессионализм которых не вызывает сомнений. Звоните, оставляйте заявки на сайте — и вы убедитесь, что гальваника может творить чудеса.
При использовании металлических изделий разных типов, размеров и форм, на первый план выходит их защита от коррозии. Этот процесс приводит к значительному уменьшению сроков эксплуатации, появлению серьезных дефектов, снижению прочности продукции.
Чтобы не допустить появления коррозии, традиционно используется метод внешней защиты металла. Он предполагает нанесение покрытия, которое бы не позволяло материалу контактировать с катализаторами окисления.
В промышленности наиболее востребованными стали два метода цинкования – горячее и гальваническое. В этом материале мы рассмотрим особенности каждого из видов, осветим положительные и отрицательные качества.
Гальваническое цинкование металлоконструкций является одним из самых востребованных видов цинкования, благодаря которому изделия приобретают высокие защитные и декоративные свойства.
В отличие от горячего метода обработки, данная технология является более простой и дешевой.
Однако она имеет определенные ограничения по использованию, что обусловлено сравнительно тонким слоем защитного покрытия (не превышает 40 мкм).
Технология гальваники предусматривает осаждение цинка из состава электролита на металлоконструкцию, которая в свою очередь подключена к сети питания через отрицательный полюс.
Чтобы увеличить уровень механической и коррозийной устойчивости, а также для повышения декоративных качеств деталей, цинковое покрытие дополнительно подвергают хроматированию, кадмированию или обработке фосфатными составами.
Компания «СтальПро» предлагает услугу цинкования изделий из стали, деталей, труб и металлоконструкций. Благодаря современным технологиям, наличию собственных производственных мощностей, значительному практическому опыту специалистов, мы успешно справляемся даже с самыми сложными задачами. Наши мастера готовы нанести цинковое покрытие на изделия любых размеров и форм:
- Водопроводные, газовые трубы;
- Металлопрокат: листы, полосы, арматуру, проволоку;
- Крепежи и пр.
Данный вид работ мы выполняем максимально качественно, учитывая все требования и индивидуальные пожелания клиентов.
Цена цинкования металла и металлических изделий
Стоимость цинкования напрямую зависит не только от объема партии, но и других факторов:
- толщина стали для цинкования;
- общая масса металлоизделий;
- выбранная технология оцинковки.
Как производитель мы формируем доступные цены на материалы и услуги, при этом итоговую стоимость рассчитываем для каждого клиента в индивидуальном порядке. Чтобы самостоятельно посчитать примерную сумму, воспользуйтесь нашим удобным калькулятором прямо на сайте. Окончательный расчет Вы получите, связавшись с нами и обсудив детали заказа с менеджером.
В основе гальванического способа цинкования лежит электрохимический процесс, в ходе которого молекулы цинка, входящие в состав электролитического раствора, покрывают обрабатываемую деталь, частично проникая в ее структуру. Изделие, представляющее в этом процессе катод, подсоединяется к отрицательному полюсу. Анодом служат цинковые пластины, подключаемые к положительному полюсу источника электрического тока. Под воздействием электричества и веществ, входящих в электролитический раствор, происходит распадение цинка на ионы, которые оседают на поверхности обрабатываемого изделия.
Особенности гальванического цинкования
В зависимости от вида металла, из которого изготовлена деталь, в качестве электролита согласно ГОСТ 9.301-86 может использоваться раствор на основе кислоты, щелочи или цианида. Для более качественного гальванического цинкования металла могут применяться соли таких веществ как алюминий, калий или натрий. При использовании подобной технологии гальванического цинкования стальных изделий их стоимость может увеличиться.
Компания СтальПро предлагает услугу по гальваническому цинкованию металла по доступной цене, которая будет зависеть от характеристик изделий и объема заказа. Для просчета конечной стоимости услуги позвоните по телефону+7(495)260-54-59, напишите на почту steel-pro.ru или оставьте заявку на сайте.
Сфера применения гальванического цинкования
Данный способ широко применяется на изделиях, изготовленных из углеродистых сталей и разных видов чугуна. Основной сортамент гальваники представлен разным инструментом, деталями машин и оборудования, всевозможными опорами и крепежными элементами, включая тонколистовой холоднокатаный металлопрокат.
Наряду с защитными свойствами, гальваническое цинкование также наделяет металл декоративными качествами. Это обусловлено равномерностью распределения покрытия по поверхности и точным повторением покрытия конфигурации детали.
Толщина цинкового покрытия составляет 6 – 9 микрометров, но при этом конструкции подвергаются пассивации в специальном хроматном растворе. Благодаря пассивации можно получить высокий эстетический эффект.
Процедура позволяет придать конструкциям такие цветовые решения, как радуга (золотистый цвет, который отлично переливается на солнце) и голубизна (цинк белого цвета приобретает голубой отлив).
Методика гальваники предполагает лишь внешнее покрытие деталей, поскольку нанести покрытие в труднодоступных местах невозможно вследствие отсутствия электропроводимости.
Металлоконструкции, оцинковка которых проводилась гальваническим способом, широко применяются в умеренной среде. Таким образом, такие конструкции могут использоваться на улице лишь периодически, при этом они не должны иметь прямой контакт с влагой.
Особенности использования способов цинкования
Чтобы металл не контактировал с кислородом, жидкостью, агрессивными средами, на него наносится цинк. При этом сам метод его осаждения может значительно отличаться.
В случае с гальваническим способом, предполагается, что ионы цинка будут постепенно оседать на поверхность материала. Это приведет к тому, что на металле появится ровное и качественное покрытие. Катализатором становится электрический ток.
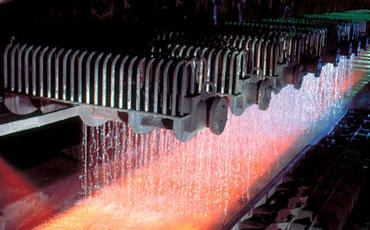
Горячее цинкование базируется на стандартном методе опускания детали в расплавленный цинк. После застывания покрытие также будет качественным, ровным и способным выполнять все свои защитные функции.
При выборе определенного метода у клиентов всегда встает вопрос о том, что лучше? Ответ нужно искать при рассмотрении ряда факторов:
- Тип среды, в которой будет использоваться оцинкованное изделие, степень агрессивности внешних факторов.
- Форма изделия и его размеры.
- Установленные требования к внешнему виду покрытия.
Далее мы рассмотрим конкретные особенности каждого из используемых в промышленности методов.
Технология гальванического цинкования металла
Итак, в основе гальванического цинкования в Москве, да и в любой другой точке России и мира — тоже, заложен принцип электролиза. Положительно заряженным элементом в этом случае становится обрабатываемая заготовка. Отрицательный заряд имеют пластины чистого цинка, с которых посредством электрохимического воздействия и осаждаются частицы металла.
Чтобы этот процесс проходил качественно и равномерно, электролит должен содержать необходимые реагенты. В их роли обычно выступают соли цинка — сернокислая и хлористая, а также его фторборат. В дополнение к этому “букету” веществ используют натриевые, алюминиевые и калиевые соли.
Поскольку цинковые пластины подвергаются воздействию целой группы веществ, со временем они могут истощиться или покрыться солевым слоем. Специалистам, проводящим гальваническое цинкование в Москве, требуется отслеживать их состояние и по необходимости заменять.
В описании технологии цинкования можно встретить такой термин, как “цинкование желтое”. Конечно, в этом случае имеется в виду желтоватый оттенок, который приобретает цинковое покрытие. Добиться такого цвета только гальванизацией невозможно: необходимый эстетический эффект достигается последующими пассивацией и хроматированием заготовки. Благодаря пассивации на поверхности покрытия появляется тончайшая пленка из оксида цинка. Затем заготовку опускают в подкисленный раствор, включающий хроматы.
Желтое цинкование в Москве применяется с эстетической целью: например, чтобы крепеж и элементы, которые он соединяет, сочетались по цвету.
Гальваническое покрытие цинком (цинкование, оцинковка) в соседних регионах
Для такой услуги, как гальваническое цинкование, цена выполнения работ в Москве и регионах держится примерно на одном и том же уровне. Однако некоторые предприятия Подмосковья и соседних областей предлагают на эту обработку хорошие скидки. Но прежде чем воспользоваться их предложениями, советуем взвесить все “за” и “против”.
Во-первых, изучите отзывы об исполнителе и оцените опыт его работы на рынке. Во-вторых, учтите, что при заказе цинкования географически удаленному предприятию придется понести расходы на доставку заготовок в цех и перевозку уже готовых изделий на свои площади. В условиях постоянно растущих цен на бензин перевозка может “съесть” немалую долю вашего бюджета.
Мы выполняем желтое цинкование в Москве и простую оцинковку по очень выгодным для заказчика ценам. А кроме того, берем на себя решение транспортного вопроса. Стоит ли куда-то ехать, если приемлемые предложения практически под рукой?
Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.
Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
Виды и процесс цинкования
В зависимости от состава электролита выделяют три разновидности цинкования: кислотную, щелочную и цианидную. Наиболее часто используется электролит на слабокислотной основе. Это лучшее решение для изделий чугуна и низколегированный сталей, так как материал сохраняет свою структуру и полностью преображается внешне.
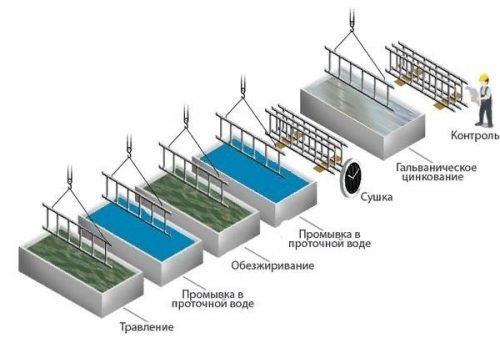
Сам процесс гальваники — цинкования — включает в себя этапы:
- очистки заготовки,
- ее травления,
- промывки,
- нанесения обезжиривающих составов,
- вторичной промывки,
- собственно цинкования,
- окончательной промывки оцинкованных изделий и их сушки.
Завершаются работы финишным контролем качества нанесенного покрытия.
На производстве гальваническая обработка металла проводится в строгой последовательности
- Очистка поверхности деталей от лакокрасочных и смазочных материалов, ржавчины и окалины (процедура проводится с использованием обезжиривающих и щелочных смесей).
- Промывка чистой водой в специальной проточной ванне.
- Электролитическое обезжиривание и последующая промывка.
- Травление в составе, который включает воду и соляную кислоту. Процедура удаляет остатки ржавчины и окалины, исключая растворение или деформацию основного металла, а также декапирует поверхности перед обработкой.
- Промывка, непосредственно гальваническая оцинковка и повторная промывка.
- Для устранения с поверхности окисной пленки применяться осветление металла в растворе, состоящем из воды и азотной кислоты.
- Промывка, фосфатирование (при необходимости) с последующей промывкой.
- Может быть проведена пассивация электролитическим хроматированием или путем хроматированного распыления.
- Сушка детали.
В зависимости от особенностей технологии обработки и типа продукции гальваническая обработка металла может включать дополнительные манипуляции.
Если обрабатывают полосу, то цинкование начинают с разматывания материала, а далее выполняют сварку концов. На заключительном этапе полосу обрабатывают маслом и сматывают.
Обратитесь к профессионалам
Наша компания обеспечивает проведение качественного горячего цинкования. В пользу работы с нами говорит ряд факторов:
- Большие производственные мощности.
- Оперативная поставка товара.
- Применение передового оборудования.
- Строгий контроль качества.
- Внимательное отношение к каждому клиенту.
Наша продукция полностью соответствует ГОСТ 9.307-89 и хорошо противостоит процессу коррозии. Мы готовы ответить на все интересующие клиентов вопросы, организовать оперативное проведение обработки и поставку партии готового товара. Чтобы связаться с нами, оставьте заявку на сайте или звоните.
В основе гальваники, цинкования на ее основе лежит электрохимический процесс. В специально созданной жидкой среде — электролите — происходит осаждение цинка на заготовку, имеющую отрицательный заряд. Если важны декоративные свойства, а не просто образование защитного покрытия, цинкование может дополняться такими процессами, как кадмирование, хроматирование и обработка фосфатами.
Чаще всего гальваническое цинкование, цена на которое в столице доступна заказчику с любым бюджетом, выполняется для чугуна и низкоуглеродистых сталей — сплавов, наиболее беззащитных перед коррозией. Обрабатывается таким образом и алюминий — и без того коррозионно прочный и эстетичный материал.
Что касается сортамента металлоизделий, чаще всего заказывают обработку небольших деталей: например, гальваническое цинкование метизов. Традиционно цинкуют также инструмент, подвески, кронштейны, различные виды опор и детали авто.
Примеры гальванического цинкования
На этой странице вы можете оценить труд наших мастеров воочию. В разделе “Примеры работ” — фотографии цинкования и готовых изделий. Мы также разместили для вас видео этого процесса.
Недостатки гальванического цинкования
Несмотря на множество преимуществ, которые дарит металлу защитное покрытие, цинкование на основе гальваники имеет и свои минусы. Об одном из них — ограничениях по габаритам изделий — мы уже упомянули. Кроме того, у цинка достаточно низкий уровень адгезии с любым металлом, и чтобы получить прочный слой, поверхность заготовки приходится аккуратно зачищать. Но для профессионального производства это не является проблемой.
Данный способ производства оцинкованного проката трудно отнести к экологичным: в процессе контакта цинковых пластин с веществами электролита в атмосферу выделяются ядовитые пары. Эти лишний раз доказывает, что за любым цинкованием, в том числе и за цинкованием желтым, лучше обращаться к специалистам.
Недорогое покрытие металла цинком в Москве
Гальваническое цинкование в Москве сегодня используется наравне с другими способами нанесения цинка на металл, а подчас и опережает их по востребованности. Главное его преимущество — в способности создавать не только надежное, но и красивое покрытие.
Цинкование в барабане
Для обработки большого количества мелких деталей — например, того же крепежа, — используется механический способ цинкования. В этом случае заготовки загружаются барабан или колокол, то есть во вращающуюся, а не в зафиксированную емкость. Важными участниками процесса становятся стеклянные шарики, воздействующие на поверхность металла. Цинкование происходит в растворе, включающем цинковый порошок и активирующие процесс добавки.
Цинкование металлических изделий и деталей
Возможности нашего цеха по гальваническому цинкованию в Москве очень широки. Мы создали на наших площадях линию цинкования, готовую к решению самых сложных задач. К вашим услугам — качественное и быстрое нанесение покрытия на крепежные изделия, решетки, стальные листы и другой прокат.
Виды и технологии цинкования
В настоящее время антикоррозионное цинкование производится несколькими способами. Конкретный метод выбирается с учетом назначения и размеров деталей и технологических возможностей предприятия и наличия оборудования.
- Холодное цинкование. Процесс покрытия осуществляется в результате электрохимических реакций, адгезия обеспечивается за счет молекулярного притяжения. Для защиты от коррозии поверхности покрываются специальными красками большим процентным содержанием высокодисперсного цинка. Наиболее простотой и доступный метод, имеет широкое распространение во время изготовления товаров народного потребления и металлоконструкций быстровозводимых зданий.
- Горячее цинкование. По частоте использования располагается на втором месте среди всех способов, а по качеству покрытия занимает лидирующие позиции. Недостатки – большие энергетические потери, вредное влияние на окружающую среду. Подготовленные детали погружаются в специальные ванны с расплавленным цинком, после выдержки вынимаются и оставляются в подвешенном состоянии для удаления излишков и остывания.
- Гальваническое цинкование. Технические параметры отвечают требованиям ГОСТ301-86, толщина покрытия до 30 мкм. Во время процесса цинк переходит из анода на поверхность изделия, для придания заданных свойств для покрытия применяются различные по химическому составу электролиты. Недостаток метода – сложность очистки технологических составов.
- Газо-термическое цинкование. Один из сложных методов, цинк расплавляется в нагретом газовом потоке и направляется на поверхность обрабатываемых деталей. Используется для обработки элементов промышленного назначения с большими линейными размерами. Осадки пористые, для увеличения защиты от коррозионных процессов требуется дополнительное покрытие слоя цинка.
- Термодиффузионное цинкование. Один из разновидностей горячего цинкования. Покрытие происходит за счет проникновения атомов цинка в сталь, образуется сложная структура железоцинкового сплава. Преимущества: детали обрабатываются в замкнутых пространствах, что минимизирует вредное воздействие на окружающую среду, покрытие ровное без микропор, толщина нанесения цинкового покрытия колеблется в широких пределах.

Скорость коррозии гальванического цинкования и кадмирования
На сегодняшний день для цинкования используется до 40% общей добычи металла, это наиболее используемый метод антикоррозионной защиты металлических поверхностей. В связи с тем, что потенциал цинка отрицательнее, чем имеет сталь, чугун и железо, защита происходит электрохимическим путем. При воздействии летучих продуктов синтетических смол, олиф и хлоридсодержащих углеводородов покрытия гальванического цинкования быстро разрушаются.

Используемая толщина цинкования
Для увеличения коррозионной стойкости после цинкования изделий выполняется специальная химическая дополнительная обработка в растворах хромовой или фосфорной кислоты.
Сравнительная характеристика применяемых электролитов
Для гальванического цинкования применяются простые и сложные электролиты. К первым относятся хлоридные, сульфатные, борфторидные и прочие. Ко вторым относятся аммонийные, цианидные, аминонокомплексные и цинкатные электролиты, для улучшения могут добавляться различные добавки и присадки. Цинкование гальваническое в простых электролитах происходит при довольно низкой поляризации катода, в сложных электролитах поляризация имеет значительные величины. Осадки цинкования в кислых растворах с крупнокристаллической структурой. Качество улучшается после введения различных добавок. В сложных электролитах покрытие мелкокристаллическое, плотное, имеет повышенные эксплуатационные показатели. Конкретный способ цинкования подбирается с учетом условий эксплуатации изделий и технических возможностей предприятия.
Низкие показатели рассеивающей способности простых электролитов ограничивают цинкование деталей со сложными геометрическими формами. Осаждение цинка из сложных растворов происходит при высокой рассеивающей способности, они дают равномерное покрытие на сложных поверхностях.
Кислые (простые) электролитыДля процесса требуется специальное оборудование гальванического цинкования, ванны изготавливаются из устойчивых пластиков, размеры ванн регламентируются государственными стандартами, при желании заказчика могут корректироваться с учетом особенностей производственных помещений. В зависимости от того, какие размеры и планировку имеет цех гальваники, предусматривается возможность монтажа линий или отдельных рабочих зон для гальванического цинкования.

Режим цинкования и состав хлоридных электролитов
Первый электролит применяется для цинкования во вращающихся установках, второй для гальванического цинкования с блестящими покрытиями, третий для покрытия цинком листового проката и проволоки.


Режим цинкования и состав борфторидных электролитов.
Цианидные электролиты для гальванического цинкования
Большое влияние на качество осадков оказывает режим работы гальванических ванн. Температурные параметры электрохимических процессов контролируются автоматических, процентное содержание цинка проверяется по окончании каждой рабочей смены. Добавление в растворы органических веществ позволяет получать блестящее гальваническое цинкование. Работы на оборудовании разбиваются на отдельные этапы, соблюдение рекомендованных параметров каждого из них обеспечивает надлежащее качество покрытий.

Состав цианидных электролитов для промышленного оборудования
Раствор цианида натрия готовится отдельно при обязательном соблюдении правил техники безопасности производства работ на промышленном оборудовании. После подготовки цианида натрия в раствор небольшими порциями при постоянном перемешивании вводится гидроксид натрия. На завершающем этапе приготовления электролит разводится дистиллированной водой до получения расчетной концентрации цинка. Цинкование гальваническое в растворе производит значительно меньше примесей, при необходимости они удаляются электрохимическим путем по мере накопления.
Принципы гальванического цинкования в цинкатных электролитах отличаются по показателям плотности тока. Диссоциация компонентов происходит ступенчато, для осаждения необходимы высокие значения катодной поляризации. Поверхность изделия имеет губчатую структуру и темный цвет из-за микрочастиц, появляющихся за счет электрохимического растворения в щелочной среде цинковых анодов. Для устранения проблемы в раствор добавляются соединения четырехвалентного олова. Допускается в тех же целях использовать трилон Б, полиэтиленполиамин и др. Добавки дают возможность получать более полное цинкование гальваническое при увеличенных параметрах плотности тока.

Состав и режим цинкатных электролитов

Состав и режимы хлораммонийных электролитов для гальванического цинкования

Состав электролитов для гальванического цинкования с использованием аминокомплексных соединений

Состав пирофосфатных электролитов для гальванического цинкования
Для повышения качества и устойчивости цинковых покрытий дополнительно может выполняться финишное осаждение верхнего слоя. Чаще всего в промышленности в этих целях используется хроматирование.
Цинкование в домашних условиях своими руками
Небольшие по размерам изделия можно цинковать своими руками. Для гальванического цинкования применяется простой кислый электролит, приготавливаемый из 200 г сернокислого цинка, 50 г сернокислого аммония, 15 г уксуснокислого натрия. Компоненты растворяются в одном литре воды, температура электролита во время нанесения цинкового покрытия 18 ÷ 25°С, плотность по току 1,5 А/дм2.

Оборудование своими руками для цинкования
1 – емкость под электролит. Можно изготовить своими руками из пластиков.
2 – аноды из цинка. Размеры должны отвечать размерам емкости, количество подбирается в зависимости от размещения обрабатываемых деталей.
3 – изделия цинкования. Размеры и количество должны учитывать технические характеристики ванны.
4 – электролит. Раствор приготавливается согласно существующих рекомендаций по химическому составу.
Толщина цинкового покрытия своими руками регулируется временем выдержки, плотностью тока и концентрацией электролита. Цинкование гальваническое должно производиться с соблюдением техники безопасности, размеры оборудования обеспечивать благоприятные параметры процесса.
Особенности технологии горячего цинкования
При проведении такой обработки предварительно готовится ванна с расплавом цинка. Материал в ней прогревается до высокой температуры +450°C.
Деталь размещается на специальном подвесе и окунается в ванну. Затем она извлекается и просушивается в подвешенном состоянии. Естественное остывание помогает постепенно сформировать на поверхности металла цинковое покрытие.
В России есть два документа, которые регламентируют такую работу. ГОСТ 9.307-89 прописывает оптимальную толщину покрытия в диапазоне 40-200 мкм, в то время как СНиП 2.03.22-85 – 60-100 мкм.
Есть несколько ситуаций, в которых выбор горячего цинкования металла становится лучшим решением:
- Вторичность эстетических качеств изделия. Есть масса областей применения металла, в которых внешний вид продукции не так важен и отходит на второй план.
- У изделия сложная форма. Цинк в расплавленном состоянии хорошо проникает даже в самые труднодоступные места – качество защиты в таком случае становится значительно выше.
- Нет требований по предельным разницам толщин покрытия. Причина в том, что в случае с горячим цинкованием они могут сильно меняться.
При оцинковке горячим методом, есть вероятность появления капель расплава на поверхности изделия. Это не нарушает качество защиты, но отражается на эстетике.
Еще одна особенность – разницу толщин можно компенсировать, если заранее учитывать эту особенность при выборе диаметра монтажного отверстия.
Рождение гальваники в России и мире
Гальваническое цинкование в Москве — лишь маленькое звено в истории гальванических технологий. Точкой отсчета мировой гальваники можно считать 80-е годы XVIII века, когда первооткрыватель процесса — итальянец Луиджи Гальвани — изобрел элемент, названный впоследствии его именем. Другой легендарный ученый, тоже итальянец А. Волта, на рубеже столетий представил научному сообществу первую гальваническую батарею — так называемый “вольтов столб”
Значительный вклад в исследования внес наш соотечественник В. Петров, сконструировавший подобную батарею, но очень внушительных размеров. Гальванотехнология XIX столетия связана и с именем российского немца Бориса Якоби, отца гальванопластики.
Изыскания этих блистательных умов, по сути, легли в основу будущего гальванического цинкования, цену которого для современной металлообработки трудно выразить в номинале даже с огромным количеством нулей.
Дефекты при гальваническом цинковании
Среди причин, которые значительно влияют на уровень качества обрабатываемых деталей, выделяют следующие:
- Низкое качество подготовки металлоконструкций;
- Отклонение от соблюдения рецептуры электролита;
- Нарушения характеристик и последовательности этапов гальванической обработки.
Также качество готовой продукции зависит от конфигурации, особенностей расположения и состояния плоскостей ведущих и дополнительных анодов, а также пространственного расположения изделий в электролите.
Вследствие этого на деталях могут присутствовать такие дефекты, как:
- Питтинг – на металле образуются углубленные полосы или незначительные точечные каверны. Такие недостатки появляются, как правило, в результате того, что в электролите присутствуют гидрокисные или органические примеси, а также при низкой интенсивности перемешивания или его полном отсутствии.
- Низкий уровень адгезии – плохое схватывание цинкового слоя или его отслаивание может наблюдаться при нарушении процесса очистки, травления или обезжиривания детали. Также такое наблюдается при засорении электролита различными органическими соединениями, включая соли разных других металлов.
- Разнотипность внешнего вида – вызывает несоблюдение рецептуры в части пропорции используемых компонентов электролита при одновременном накоплении в гальванической ванне определенного объема солей железа. Также причиной данного дефекта может выступать недостаточное перемешивание компонентов и пониженная температура, которая не отвечает норме.
- Повышенная шероховатость – свидетельствует о присутствии в гальванической смеси всевозможных механических примесей, сульфата цинка и гидроксидов в повышенном объеме. Также это возникает в результате недостаточного количества анионов цинка в электролите и при избыточной плотности тока.
- Хрупкость цинкового покрытия – является следствием превышенной плотности тока в катодном пространстве или присутствием в электролите органических примесей в большом объеме.
- Темный (преимущественно коричневый) цвет – вызывает наличие в гальванической ванне различных органических загрязнений. Такой эффект также может вызвать существенно снижение плотности тока возле катода и повышение температуры электролитической смеси.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.

Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.
Гальваническое цинкование металлоконструкций
Возможность цинкования той или иной детали определяется ее габаритами. А по сути, одним вопросом: сможет ли она поместиться в емкости с электролитом? Если с гальваническим цинкованием метизов и другого мелкого крепежа проблем не возникает, более объемные детали требуют и ванн соответствующих размеров. А в случае с уже собранными крупными металлоконструкциями этот способ в принципе невозможен и приходится обращаться к другим.
Гальваническое цинкование и его особенности
Применение такого метода цинкования предполагает постепенное оседание ионов цинка на материал. Это происходит под действием электрического тока.
Покрытие, которое удается сформировать, в результате будет ровным и без перепадов толщины. Таким образом эстетические качества станут лучше, чем в случае со стандартной горячей оцинковкой.
Важным этапом обработки таким методом становится пассивация. Для нее деталь помещают в раствор хроматов. Можно сразу опознать оцинкованное изделие, которое прошло пассивацию – цвет его поверхности становится характерным золотистым или голубоватым.
К недостаткам можно отнести то, что защитный слой будет не таким толстым, как в случае с горячим методом. Это накладывает определенные ограничения как по области использования металлического предмета, так и по правилам обращения с ним.
Рекомендуется обратить внимание на метод гальванического цинкования при создании следующих типов продукции:
- Прокат тонколистового типа. Использование для него метода горячего цинкования потенциально может привести к образованию деформации.
- Продукция, которая редко или совсем не контактирует с водой. Важное условие заключается и в том, что деталь должна использоваться в средах со слабым уровнем агрессивности.
- Простые изделия. Причина в том, что цинк ложится только на поверхность, а вот в труднодоступные места он попросту не попадает. Для сложных деталей стоит выбирать горячую оцинковку.
Обратите внимание на то, что метод отлично подойдет также для применения с резьбовыми изделиями.
Специалисты говорят о том, что противопоставлять методы горячего и гальванического цинкования было бы ошибочно. У каждого подхода есть свои сильные и слабые стороны, ключевые различия.
Цинкование на подвесках
Однако описанный выше способ цинкования крепежа приемлем далеко не всегда. В процессе перемещения внутри барабана заготовки неминуемо контактируют друг с другом. Возникает опасность их истирания. В чем же будет заключаться ценность защитного покрытия, цинкования, если сами детали механически повреждены? В этом случае как альтернативный метод используется цинкование на подвесках. Оно будет уместно, когда:
- на детали нанесена внешняя резьба,
- предъявляются повышенные требования к их прочностным характеристикам,
- необходимо добиться максимальной равномерности покрытия и коррозионной стойкости,;
- заказчику крайне важен привлекательный внешний вид изделий.
Вывод
Цинковый слой, нанесенный методом горячего оцинкования, способен сохранять эксплуатационные свойства на протяжении до 120 лет при использовании в обычных условиях. Это обусловлено толщиной слоя цинка, который составляет до 200 мкм.
В результате металл приобретает высокие защитные свойства и отличается стойкостью к механическим воздействиям. Более того, покрытие способно самостоятельно восстанавливаться при образовании трещин, что обусловлено особенным составом цинкового раствора.
В свою очередь толщина слой цинка при гальванике составляет не более 15 мкм. Поэтому срок службы изделий с такой толщиной покрытия в агрессивных условиях способно прослужить не более 1 года. Преимуществами данной методики выступают доступная стоимость, ровность и равномерность покрытия.
ээээ ну и зачем тогда про это писать если применяется крайне редко? лучше бы про более полезные способы написали а то вода мутная получается.
Вау круто полезная статья про цинкование! А что за 307-89? Это типа стандарт какой-то? Ну и вообще реально помогает от ржавчины да?
а чё если деталь уже вся в ржавчине? цинковка поможет или уже не? и чё за «ценность покрытия» ну типа даёт защиту от ржи это понятно а чё ещё?
Да, цинковка — это тема! Главное чтоб не отвалилось потом все. а то как-то видел, у мужика ведро с цинком через месяц ржаветь начало. форма и размеры тоже важны, я думаю. а то если тонкий металл, то цинк долго не продержится.
Ну чё за ерунда а? «Берем на себя решение транспортного вопроса» это вообще к цинкованию какое отношение имеет??? Статья какая-то скомканная, вообще не понятно чё к чему. Где про толщину покрытия? Где про ГОСТы?