
- Преимущества горячего цинкования
- Достоинства метода горячего цинкования
- Ограничения горячего цинкования
- Подготовка поверхности
- Гальванизация
- Сравнение горячего цинкования с другими способами нанесения цинка
- Часто задаваемые вопросы связанные с горячим цинкованием
- Преимущества метода
- Все о горячем цинковании
- Как выполняется горячее цинкование
- Подготовка металлического изделия к процедуре
- Как осуществляется технологический процесс
- Преимущества и недостатки холодного метода
- Оценка качества цинкового покрытия
- Особенности покрытия горячим цинком
- Преимущества и недостатки метода горячего цинкования
- Технология горячего цинкования
- Сушка изделия перед горячим цинкованием
- Последующая обработка
- Твердость цинка
- Разница между горячим и холодным цинкованием
Преимущества горячего цинкования
Горячее цинкование обладает различными преимуществами, что делает его одним из наиболее предпочтительных методов гальванизации в различных отраслях промышленности.
Устойчивость к коррозии
Защитный слой, образующийся в процессе ГГЦ, защищает железные и стальные заготовки от износа, вызванного ржавлением поверхности.
Даже если это покрытие стирается или царапается, оставляя часть поверхности железа или стали открытой, цинк, будучи более реакционноспособным, окисляется, образуя защитный оксидный слой на поверхности.
Экологически чистый процесс
Горячее цинкование — это экологически чистый процесс с низким углеродным следом, который приводит к минимальному образованию токсичных паров или вредных отходов.
Кроме того, этот процесс увеличивает срок службы заготовок, что приводит к уменьшению количества отходов и даже позволяет использовать переработанные железо, сталь и цинк.
Эстетичный внешний вид
Защитное покрытие, полученное в результате горячего цинкования, имеет блестящий и гладкий вид, что повышает эстетическую ценность изделия.
Коммерческие конструкции, такие как столбы освещения или опоры зданий, являются одними из распространенных примеров, в которых используется горячее цинкование для достижения блестящей поверхности с увеличенным сроком службы.
Процесс горячего цинкования занимает около 12 часов (для больших заготовок), что относительно меньше, чем другие процессы нанесения слоев, такие как порошковая окраска или окраска распылением.
Гибкость применения в строительстве
По сравнению с бетонными столбами, использование оцинкованных железных или стальных столбов обеспечивает гибкость при проектировании инфраструктуры, поскольку их можно легко сваривать, соединять болтами или сращивать для формирования сложных конструкций.
Стоимость процесса горячего цинкования относительно дешевле по сравнению с другими процессами нанесения слоев, такими как порошковое покрытие или электростатическое напыление.
Кроме того, защитный слой предохраняет заготовку от воздействия неблагоприятных условий окружающей среды, что приводит к минимальным требованиям к техническому обслуживанию и дальнейшему снижению общей стоимости.
Достоинства метода горячего цинкования
— высокая коррозионная устойчивость покрытого изделия;
— относительная дешевизна;
— простота реализации;
— простота обслуживания установок;
— высокая производительность;
— способность цинкового покрытия защищать основной металл даже после механического повреждения или нарушения сплошности покрытия;
— высокая электропроводность покрытия;
— хорошая теплопроводность;
— покрытие препятствует водородному охрупчиванию основного металла.
Ограничения горячего цинкования
Опасно при неосторожном обращении
Процесс горячего цинкования включает в себя работу с расплавленными цинковыми ваннами и растворами для обработки поверхности, содержащими агрессивные химикаты, такие как кислоты, а также тяжелые предметы и конструкции.
Эти химикаты могут раздражать дыхательную систему при вдыхании и вызывать сыпь на коже при контакте.
Расплавленные растворы и горячие предметы могут вызвать ожоги, которые могут оказаться смертельными, а неправильное обращение с тяжелыми заготовками может привести к несчастным случаям и поставить под угрозу жизнь оператора.
Поэтому при проведении процесса горячего цинкования следует применять соответствующие протоколы безопасности, такие как ношение защитного снаряжения, соблюдение безопасного расстояния при работе с тяжелыми заготовками и т.д.
Несмотря на то, что процесс горячего цинкования относительно дешевле, чем многие другие процессы нанесения слоев, первоначальные и текущие затраты на него непосильны для любителей и небольших производств.
Оборудование, необходимое для процесса горячего цинкования, занимает значительную площадь и требует сертификации и обучения перед началом работы, что делает его непрактичным для любителей.
Восприимчивость к износу
Оцинкованный слой может быть поврежден при воздействии абразивных веществ, в результате чего может быть поврежден основной материал.
Процесс горячего цинкования ограничен железными и стальными заготовками.
Таким образом, применение процесса горячего цинкования ограничено.
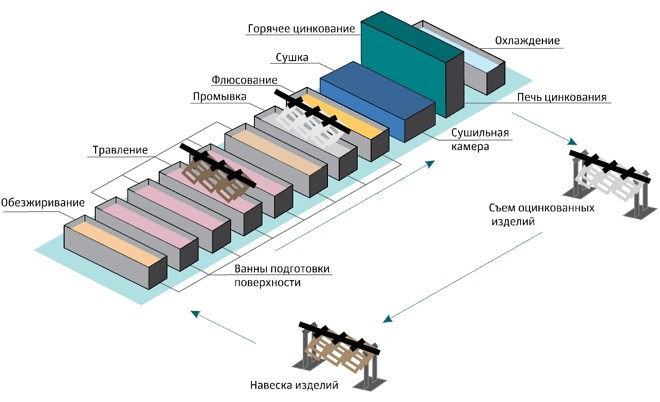
Подготовка поверхности
Начальным этапом является подготовка поверхности стальных или железных объектов, подлежащих гальванизации.
Этот этап включает в себя различные процессы, такие как обезжиривание, кислотное травление и флюсование, для улучшения качества поверхности заготовки, что обеспечивает надлежащую гальванизацию.
Заготовки погружаются в ванну для обезжиривания, где они промываются для удаления грязи, пыли и масляных отложений с их поверхности.
После обезжиривания заготовки погружают в ванну для кислотного травления, где их промывают для удаления оксидов железа и сглаживания шелушащихся поверхностей (или заусенцев, образовавшихся при обработке).
Наконец, заготовки погружают в раствор флюса, обычно содержащий 30 % хлорида цинк-аммония при температуре 65-80°C (338-353 K).
Это позволяет удалить все оставшиеся окислы и нанести защитный слой для предотвращения дальнейшего окисления.
Это самый важный этап подготовки поверхности, поскольку тщательная очистка от окислов обеспечит гладкое и равномерное осаждение цинка на железные или стальные заготовки.
Гальванизация
После подготовки поверхности заготовки наступает время начать процесс гальванизации.
Заготовки погружаются в вану с расплавленным цинком, поддерживаемую при температуре около 450 °C (723 K).
Как правило, они погружаются в ванну под углом, чтобы пузырьки воздуха выходили из полых частей заготовки.
При погружении в ванну для цинкования железо или сталь вступает в реакцию с цинком, образуя многочисленные интерметаллические слои цинк-железо, причем внешний слой состоит из чистого цинка.
Эта реакция происходит очень быстро на начальных этапах, во время которых образуется первичное покрытие, после чего она начинает замедляться, и толщина покрытия постепенно увеличивается.
Погружение обычно занимает от четырех до пяти минут. Однако время погружения увеличивается по мере увеличения размера объекта.
После извлечения предметов из чайника для цинкования цинковое покрытие сначала окисляется до оксида цинка, который вступает в реакцию с углекислым газом в воздухе и образует слой карбоната цинка, дополнительно предотвращающий коррозию.
Сравнение горячего цинкования с другими способами нанесения цинка
Метод, как и любой другой способ оцинковки, имеет свои достоинства и недостатки. После электролитического нанесения цинка – горячее цинкование является вторым по распространенности. Это связано не только со свойствами защитного покрытия, но и с возможностью реализации процесса.
Гальваническое (электролитическое). Цинкование требует абсолютно другого оборудования и может быть намного компактнее. Например, при цинкования метизов или других мелких деталей электролитическим методом цех может быть значительно меньшего размера, чем при горячем цинковании.
Преимущества гальванического нанесения цинка заключаются в меньшей стоимости процесса и более привлекательном внешнем виде оцинкованных изделий. Данным методом можно получить защитно-декоративные слои глянцевые, матовые, с оттенком желтого цвета, голубого. В основном, гальваническое цинкование применяют для формирования защитного слоя на мелких деталях: крепежи, метизы и пр. Также, подвергать цинкованию можно детали с пластиковыми составляющими, например, самостопорящиеся гайки с нейлоновыми кольцами.
Слабой стороной гальванически оцинкованных изделий является их меньшая, в сравнении с горячеоцинкованными, коррозионная стойкость. Их рекомендуется применять только в сухих помещениях. Также, для гальванического цинкования необходимо использовать металлы и сплавы с классом прочности до 10.9, т.к. в процессе они подвергаются водородному охрупчиванию.
Термодиффузионное (шерардизация). Получило меньше распространение, т.к. его цена в два раза превышает стоимость горячего цинкования. Его нельзя применять для нанесения цинка на детали с пластиковыми элементами, т.к. рабочая температура – 290 – 450 градусов Цельсия. Технология позволяет наносить равномерный защитный слой даже на резьбу – после нанесения цинка нет необходимости протачивать резьбу, как после горячего цинкования. Производство абсолютно безвредно, все отходы утилизируются и безопасны для окружающей среды. Оборудование занимает меньше места в цеху, но, как и при горячем цинковании, размер обрабатываемой детали ограничен габаритами печи/контейнера. Данный вид нанесения защитного слоя экономически более выгодный, но покрытия не отличаются привлекательностью – матовая серая однородная поверхность. Класс прочности покрываемых деталей, одинаковый – до 10,9.
Дакромет (Дельта). Широко используется в автомобильной промышленности (не применяется для днища авто, т.к. легче разрушается). Позволяет получить слой, наиболее близкий по коррозионным свойствам, цене, внешнему виду к горячеоцинкованному. Основное преимущество метода – возможность получить покрытия с малой толщиной (до 10 микрон). По распространенности для метизов занимает 3 место. Цинковать можно металлы с любым классом прочности. Преимущества – возможность покрывать детали с пластиковыми элементами, более привлекательный внешний вид (нет наплывов, бугорков и других неровностей). Поверхность матовая, однородная. Цвет – от серебристого до почти черного. Не вызывает водородную хрупкость. Но покрытие Дакромет характеризуется меньшей адгезией, легче образуются сколы, не может самовосстанавливаться.
Газотермическое напыление. Позволяет наносить толстый (более 200 микрон) защитный цинковый слой непосредственно при монтаже конструкций (крупногабаритных). Не используется, ввиду технологических ограничений, для цинкования метизов, изделий с резьбой, внутренних полостей с диаметром меньше 50 см.
Часто задаваемые вопросы связанные с горячим цинкованием
Можете ли вы покрасить горячеоцинкованную стальную заготовку?
Да, вы можете покрасить оцинкованную стальную заготовку горячим цинкованием. Этот дополнительный слой краски защитит от коррозии и ржавчины, одновременно повышая эстетическую ценность оцинкованной заготовки.
Какую температуру может выдержать оцинкованная сталь?
Оцинкованная сталь может выдерживать температуру примерно до 350°C (623 K), при превышении которой сплав цинка и железа начинает плавиться.
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
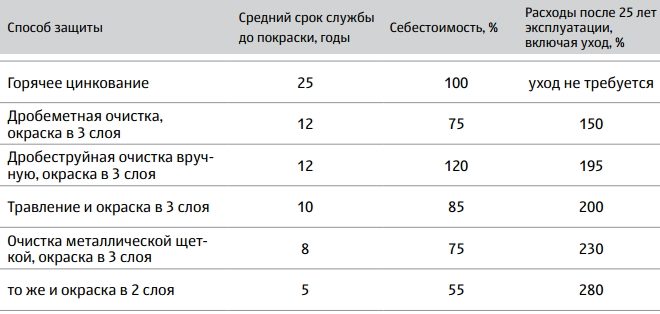
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Все о горячем цинковании

Горячее цинкование – самый надежный, наиболее эффективный и при этом довольно-таки старый метод защиты изделий от коррозионных воздействий. Горячее цинкование позволяет обеспечить надежную защиту поверхности металлических конструкций от разрушающего воздействия окружающей среды. На элементах образуется защитный слой, который равномерно покрывает детали, а его толщина колеблется в среднем от 30 до 120 мкм. Горизонтальная ванна длиной 13 м шириной 1,8 м и глубиной 2 м позволяет цинковать трубы больших диаметров, опоры ЛЭП и различных металлоконструкций. Средний срок эксплуатации оцинкованных изделий, в зависимости от условий их использования, составляет 25-30 лет .
За счет горячего цинкования, покрытие обеспечивается не только барьерной, но и электрохимической защитой металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
По стоимости выполнения и по долговечности покрытие с горячим цинком превосходит другие виды цинкования, например электрохимическое. Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить долгое время, полностью сохранив при этом свои защитные свойства.
Суть цинкования при любой технологии его реализации сводится к тому, чтобы защитить металл от появления коррозии. В зависимости от применённой методики защитный слой может укутывать поверхность материала, либо дополнительно соединяться с ним за счёт диффузного взаимодействия.
Благодаря свойствам цинка при контакте с атмосферным кислородом на его поверхности моментально образуется оксидная плёнка, которая обладает высокой плотностью и прочностью, за счёт чего она не пропускает к металлу атмосферный кислород и не разрушается от механического воздействия.
Таким образом — оцинкованный металл оказывается в надежной воздухонепроницаемой оболочке, защищающая его от разрушающей коррозии.
В случае механического воздействия, оксидная плёнка повреждается, оголённый цинк тут же взаимодействует с атмосферным кислородом, который образует новый защитный слой. Благодаря этому свойству оцинковку называют самовосстанавливающейся защитой металла от коррозии.


Существует несколько методик цинкования металла, которые имеют своими особенностями. Выбранный метод существенно влияет в той или иной степени на получаемый результат, так как в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
Методы цинкования отличаются между собой следующими свойствами:
Толщиной защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
Равномерностью толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, для опоры ЛЭП не имеет значение, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих отверстия, резьбу и фаски — равномерность слоя цинка крайне важна.
Прочностью удержания защитного покрытия на металле — этот параметр сильно зависит от того, каким методом было выполнено цинкование. Так, например, при рассмотренном далее горячем цинке, он не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
Внешним видом оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
Стойкостью к механическим повреждениям — чем данный параметр выше, тем дольше продержится защита на изделиях, которые подвергаются тем или иным физическим нагрузкам и агрессивным факторам.
Способностью к самовосстановлению — это способность зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
Коррозионной устойчивостью — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.

В современной промышленности наибольшей распространённостью различают следующие технологии цинкования:
Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Рассмотрим основные достоинства, недостатки и технологию горячего цинкования
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Как осуществляется технологический процесс
Сам процесс нанесения защитного цинкового слоя, для чего может использоваться линия горячего цинкования или более простое оборудование, заключается в погружении детали в емкость с расплавленным цинком. Температура, при которой цинковый расплав находится в таких емкостях, выбирается в зависимости от ряда факторов, к числу которых относятся и геометрические параметры обрабатываемого изделия. В среднем значение такой температуры находится в интервале 420–455°.
Если в качестве оборудования применяется не агрегат для непрерывного горячего цинкования (АНГЦ), а более простые технические устройства, необходимо обеспечить выполнение следующих условий на производственном участке.
- Обязательно наличие мощной вытяжки, которая удалит из воздуха пары, интенсивно образующиеся при цинковании.
- Оборудование для горячего цинкования должно обеспечивать строгое соблюдение скорости погружения изделия в расплав, а также времени его выдержки в нем.
- Обработанная деталь после извлечения из емкости с цинком должна качественно охлаждаться.

Ванна для цинкования может достигать в длину 14 и более метров
Горячее цинкование метизов выполняется в следующей последовательности:
- Погружение изделия в емкость с расплавленным цинком.
- Выдержка, время которой может составлять от 4 до 10 минут.
- Извлечение обрабатываемой детали из емкости с расплавом, от скорости выполнения которого во многом зависит толщина формируемого покрытия.
- Охлаждение, которое может выполняться принудительно или протекать естественным путем.
Данная технология, преимущества использования которой были отмечены выше, отличается и относительно невысокой сложностью. Для осуществления такой процедуры нет необходимости готовить сложные электролитические растворы, чем на производственных предприятиях занимается гальваник.
Однако не лишена такая технология и недостатков, наиболее значимый из которых заключается в том, что размеры деталей, на которые наносится защитное покрытие, ограничены размерами емкости, содержащей расплавленный цинк. На крупных производственных предприятиях задача обработки габаритных изделий решается за счет применения агрегатов непрерывного горячего цинкования (АНГЦ).
Преимущества и недостатки холодного метода
Использование технологии холодного оцинкования также является востребованной. Преимуществом такого способа является возможность работать на открытом воздухе, обрабатывать любые по размерам металлоконструкции. Другими преимуществами такого варианта являются:
- на всей площади изделия, включая стыки, соединения, сварные швы образуется надежный защитный слой;
- технология применяется во многом благодаря низкой стоимости и универсальности. Обработанные детали можно собирать и разбирать без повторного цинкования;
- полученное покрытие устойчиво к соленой среде. Данный параметр превышает показатели горячего цинкования в 2-3 раза;
- подобным способом можно обрабатывать разные металлы, вне зависимости от их устойчивости к температурам.
Недостатки холодного цинкования заключаются в сильной зависимости качества обработки от квалификации мастера. К обработке поверхности предъявляются жесткие требования. Изделия со сложными формами очень трудно обрабатывать, особенно при наличии внутренних полостей.
Оценка качества цинкового покрытия
Общие требования к изделиям, которые подвергаются цинкованию, и качеству готового покрытия регламентирует ГОСТ 9.307-89. Согласно данному стандарту, цинковый слой должен:
— быть сплошным;
— при визуальном осмотре иметь шероховатую либо гладкую поверхность;
— цвет покрытия – серебристо-блестящий – матовый темно-серый.
На поверхности должны отсутствовать наплывы, затрудняющие сборку либо эксплуатацию готовой оцинкованной конструкции, вкрапления гартцинка размером более 2 миллиметров.
Дефектами, согласно ГОСТ 9.307-89, не являются:
— цвета побежалости либо светло-серые пятна;
— рябизна поверхности;
— царапины, риски, следы от захватывающих приспособлений, глубина которых не превышает толщину покрытия (т.е. визуально не видно основного металла).
Если после всех технологических операций на детали просматриваются непокрытые цинком места (не более 2% от общей площади и 2 см в диаметре), допускается нанесение на эти участки: газотермически сформированного слоя (не менее 120 мкм толщиной), либо составов для холодного цинкования с толщиной слоя более 90 мкм и цинком в сухой пленке не менее 80 – 85% (например, Гальванол и др.).
Толщина слоя – от 40 до 200 мкм (более точные значения обуславливаются технической документацией к конкретному изделию и его средой эксплуатации).
Контроль толщины покрытия осуществляется перед хроматированием или нанесением консервационных смазок. В качестве инструмента для измерения применяют такие приборы неразрушающего контроля, как магнитные толщиномеры. Либо проводят металлографический анализ (более трудоемкий процесс).
Контроль прочности сцепления оцинкованного слоя (проверку адгезии) проводят согласно ГОСТ 9.307-89 одним из методов:
— нанесение сетки царапин;
— удара поворотным молотком;
Наиболее уязвимыми считаются места сварки и резьба, поэтому при оценке качества горячеоцинкованного слоя, данные участки проверяют в первую очередь.
Особенности покрытия горячим цинком

На сталях с высоким содержанием кремния и/или фосфора (из-за неоднородности химического состава стали), (слоя у поверхности, структуры поверхности, чужеродных вкраплений), а также на толстостенных изделиях наблюдается разнооттеночность покрытия. Серая поверхность состоит из сплава цинк-железо, выходящего на поверхность, а более светлые места – это чистый цинк. В случае стали с неблагоприятным содержанием кремния и фосфора может появиться значительное утолщение покрытия и ухудшение его адгезии, видимым эффектом этого явления, может быть шероховатая поверхность с серой и тёмно-серой окраской, переходящей со временем даже в коричневый оттенок.
Цинковая поверхность на том же изделии может быть неоднородной; могут появиться пятна разной степени глянца, серой матовости и шероховатости. Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия.
Однако это не может являться браковочным признаком, поскольку, кроме внешнего вида, отрицательных моментов нет – он не влияет на срок службы покрытия, а через какое-то время (в течение 1-1,5 года) цвет конструкции станет одинаковым).
Белая коррозия (бело-серые пятна, возникающие под влиянием атмосферных факторов), а также так называемые «кровавые потёки» (остатки флюса и кислоты в местах неплотной сварки) не являются основанием для претензий на качество оцинкованной поверхности.
Вышеуказанные проблемы являются наиболее характерными для сталей марки 09Г2С, что обусловлено особенностями их химсостава.

Наиболее часто проявляются дефекты цинкового покрытия для сталей 09Г2С, которые не являются основанием для предъявления претензий:
1. Повышенная толщина образующегося цинкового покрытия.
2. Разная толщина цинкового покрытия.
3. Повышенное образование гард-цинка.
4. Пониженная адгезия цинкового покрытия к металлу.
5. Пониженная плотность цинкового слоя.
6. Внешний вид покрытия (отсутствие блеска, неровности, потеки, серый цвет).
Преимущества и недостатки метода горячего цинкования
Несмотря на востребованность обеих технологий, выбор конкретного способа обработки деталей необходимо делать после сравнения преимуществ и недостатков двух вариантов. Плюсы горячего цинкования следующие:
- при наличии относительно небольших по размерам металлических изделий их обработка в ваннах осуществляется оперативно;
- раствор на основе цинка проникает во все полости и микротрещины на поверхности, создает однородное защитное покрытие;
- если деталь или изделие имеют сложную форму, такой способ обработки является единственным эффективным вариантом;
- сплошной защитный слой образуется на всей площади изделия, включая внутренние полости, высокое качество обработки гарантировано;
- готовая продукция имеет привлекательный внешний вид.
К недостаткам технологии можно отнести невозможность цинкования крупногабаритных конструкций, риск деформации металла из-за высокой температуры обработки, высокую стоимость такого способа. Обработанные детали нельзя сваривать между собой. При сборке требуется дополнительная обработка мест соединений.
Технология горячего цинкования
https://youtube.com/watch?v=9awWLsDZveo
Перед нанесением на поверхность стального изделия расплавленного цинка — нужно предварительно ее подготовить. От качества подготовленной поверхности будет зависеть сцепление покрытия с основным металлом. Подготовка поверхности перед горячим цинкованием включает следующие этапы: обезжиривание, промывка, травление, промывка и последующее флюсование.
Операцию обезжиривания проводят для удаления масляных и других органических загрязнений. Широко используют для обезжиривания перед горячим цинкованием кислотные и щелочные растворы. Выбор реагента во многом зависит от природы загрязнения. Процесс проводится при температуре от 60 до 80оС. Следующий этап — тщательная промывка. Промывка нужна для удаления остатков жира, реагента и пены (если в состав реагента входят пенообразующие вещества).
После промывки изделие подвергается травлению. Для снятия окалины и ржавчины его при температуре окружающей среды (20 — 25оС) окунают в ванну с раствором соляной кислоты (концентрация 120 — 210 г/л). Это эффективный способ добиться высокой степени очистки поверхности. Соляная кислота растворяет хлориды железа и обеспечивает блестящую, ровную поверхность. Что не маловажно для получения хорошей сцепляемости металлопокрытия с основным металлом. После растворения ржавчины и окалины соляная кислота начинает разрушать само изделие. Чтобы избежать излишних потерь металла в раствор кислоты дополнительно вводят специальные ингибиторы, которые кроме того помогают избежать наводораживания.
После травления изделие подвергают дополнительной промывке для снятия остатков раствора травления и солей. Для экономии воды очень удобно последовательно располагать несколько промывочных ванн.
Во время промывки на поверхности вновь образуются окислы железа — они удаляются во время операции флюсования. Флюсование применяют для окончательной очистки поверхности и получения пассивной пленки, которая предотвращает последующие окисление и обеспечивает хорошее смачивание изделия расплавленным цинком.
Основными составными флюса являются хлорид аммония и хлорид цинка. Вот, например, один из используемых на производствах составов: 55,4% NH4Cl, 6% глицерина, 38,4% ZnCl2. Обработка ведется при температуре 60оС концентрированным раствором флюса (400 — 600 г/л). Состав флюса должен непрерывно контролироваться, а ванна вовремя очищаться. Очищают ванну добавлением в нее перекиси водорода. Вследствии на дно осаждаются соли трехвалентного железа. Осадок собирается в отстойники, а потом фильтруется.
Сушка изделия перед горячим цинкованием
Если после флюсования изделие сразу же погружать в ванну с расплавленным цинком — оставшаяся на нем вода будет мгновенно испаряться, образуя что-то вроде микровзрывов (всплесков). В результате на изделии будут либо голые участки, либо участки с неравномерным покрытием и плохим сцеплением. Чтобы избежать подобных проблем, к тому же сэкономить энергию, расходуемую на поддержание постоянной температуры расплавленного цинка, проводят сушку детали. Продолжительность сушки превышает время самого горячего цинкования. Сушильная печь позволяет осушить влагу с поверхности, дополнительно нагреть изделие до температуры около 100оС.
После проведения всех подготовительных операций можно преступать к самой главной — горячему цинкованию.
Для получения хорошего защитного покрытия важную роль играет качество и температура цинка, качество стали, предварительная подготовка поверхности, продолжительность погружения, скорость погружения, скорость поднятия, режим охлаждения.
Во время погружения в ванну флюс плавится, что обеспечивает хорошую смачиваемость расплавленного цинка. Если изделие опускать слишком медленно — флюс расплавится намного раньше, чем требуется и поверхность покроется окислами. Если слишком быстро — он не успеет расплавится и покрытие будет с дефектами. Поэтому очень важно подобрать оптимальную скорость погружения.
При горячем цинковании изделие выдерживают в ванне с расплавом от трех до десяти минут. За это время на поверхности расплава образуется слой из шлака. Перед тем, как достать изделие нужно специальным скребком этот шлак убрать. Если этого не сделать — часть его осядет на горячеоцинкованной детали.
На конечную толщину покрытия очень влияет скорость извлечения изделия из ванны. Чем медленнее производится подъем, тем толще покрытие. Это связано со скоростью кристаллизации расплава. Для каждой детали (учитывая размеры, геометрическую форму) скорость подъема и наклон определяются индивидуально. Сушка (охлаждение) изделия, защищенного горячим цинкованием, производится на открытом воздухе, а потом на складе.
Готовая продукция проверяется на соответствие требованием ГОСТ.
Над каждой ванной на линии горячего цинкования установлены мощные системы вентиляции для вытяжки, а также последующего обезвреживания паров соляной кислоты и других опасных загрязнений.

Современные линии горячего цинкования полностью автоматизированы. На более старых заводах операторы-контролеры управляют процессом при помощи специальных пультов, что исключает близкий контакт с вредными веществами.
Последующая обработка
Последующая обработка — это дополнительный этап, на котором оцинкованную заготовку либо закаливают в воде, либо дают ей остыть под принудительным воздействием холодного воздуха от компрессора.
Закалка обеспечивает самую быструю скорость охлаждения, повышая при этом твердость заготовки, в то время как воздушное охлаждение обеспечивает более дешевую альтернативу со сравнительно меньшей твердостью.
Оцинкованные объекты могут быть окрашены или покрыты дополнительным покрытием для повышения их эстетической ценности и обеспечения дополнительного защитного слоя.

Покрытие горячим цинком осуществляется по ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным. Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин, вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без покрытия до основного металла не являются дефектами.
Допустимо восстановление непокрытых участков, если они не шире 2 см и составляют не более 2% общей площади поверхности. Непокрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80%-85%) или газотермическим напылением цинка (минимальная толщина 120 мкм).
Твердость цинка
Прочность любого лакокрасочного покрытия определяется прочностью связующего.
Лаки по твердости, в соответствии с международными стандартами ISO 15184, ASTM D 3363, SIS 184187, NEN 5350, ECCA Test Method, определяется с помощью карандашных грифелей по шкале 6В-5В-4В-3В-В-НВ-F-Н-2H-3H-4H-5H-6H-7Н-8Н-9Н, где 6В является показателем наименьшей, а 9Н – наивысшей твёрдости. Она соответствует по твердости карандашу 2Т.
Твердость покрытия горячим цинкованием равна твердости металла. Цинк. А под цинком у нас находится железо.
По ювелирной шкале Мооса:

Свинец — 1,5 Янтарь (гипс) — 2 Цинк (алюминий, золото, серебро) — 2,5-3 Медь — 3 Железо — 4 Сталь — 5 Стекло — 6 . Алмаз — 10
Разница между горячим и холодным цинкованием
Горячее цинкование включает в себя несколько этапов обработки поверхности, в то время как при холодном цинковании требуется только кислотное травление и обезжиривание поверхности железного или стального изделия.
При холодном цинковании оцинковываемая конструкция помещается в качестве анода в электролит с солью цинка, после чего на поверхность конструкции посредством электролиза осаждается слой цинка.
С другой стороны, горячее цинкование предполагает погружение заготовки в ванну с расплавленным цинком для формирования защитного покрытия.
В результате горячего цинкования образуется плотный и равномерный слой цинка, в то время как слой, образующийся при холодном цинковании, сравнительно тонкий и легко царапается.
Горячее цинкование является экологически безопасным, в то время как утилизация токсичных отходов электролита, образующихся при холодном цинковании, оказывает негативное воздействие на окружающую среду.
Первоначальные и текущие затраты на холодное цинкование сравнительно ниже, чем на горячее цинкование, что делает его более приемлемым для любителей и небольших производств.
Горячее цинкование обычно используется для крупных конструкций.
Хотя горячее цинкование может использоваться и для небольших изделий, холодное цинкование оказывается сравнительно более экономичным процессом для малых и средних изделий.

Вопросы, рассмотренные в материале:
- В чем заключается технология горячего цинкования металла
- Какова технология холодного цинкования металла
- Как проходит цинкование металла по гальванической технологии
Цинкование относится к анодным покрытиям металла, когда на обрабатываемую поверхность наносится материал, имеющий меньший электродный потенциал. Этот способ промышленной обработки металлических поверхностей является очень распространенным методом защиты металла от негативного воздействия окружающей среды. Технология цинкования металла зависит от параметров обрабатываемого изделия и предлагаемых условий эксплуатации. В нашей статье мы подробно разберем все разновидности и особенности этой технологии.
— ограниченные размеры изделия, предназначенного для горячего цинкования (зависит от размера ванны);
— трудности при сварке и дальнейшей обработке оцинкованных изделий;
— относительная неравномерность покрытия;
— невозможность получить очень тонкие покрытия.
— относительно большой расход цинка.
С помощью метода горячего цинкования получают покрытие толщиной от нескольких микрон до одного миллиметра.
Чётко и понятно всё расписано про цинкование. Газотермическое — звучит сложновато конечно но если в двух словах то типа типа нагревают и пудрят цинком да? Ну в общем понятно, спасибо за статью.
да ну а горячее цинкование это вообще тема крутая но дорого правда как-то раз сам делал не получилось ничего путного а вот холодное цинкование это да реально дома можно попробовать если руки не из того места как у меня то все равно не выйдет наверное хаха