
Одним из наиболее эффективных способов защиты поверхности изделий и конструкций является горячее цинкование металла. Эта технология предусматривает использование специального оборудования, позволяющего наносить слой цинка с минимальной толщиной, обеспечивающей длительный (до 60 и более лет) срок эксплуатации без проявления коррозии.
Наша компания является одним из лидеров на рынке Москвы по оказанию услуг в этой сфере. Каждая принятая заявка от предприятий или физических лиц выполняется с гарантированным качеством. При этом мы устанавливаем на такие работы доступные цены с возможностью получения привлекательных скидок.
Горячее оцинкование входит в число наиболее эффективных способов, обеспечивающих защиту крепежных элементов от воздействия коррозии. Нередко данный метод по сравнению с другими покрытиями воспринимается как более дорогостоящий. Однако, если рассматривать этот вопрос, принимая во внимание цену каждого года эксплуатации крепежных деталей без какой-либо ржавчины, горячее оцинкование сегодня – самый экономичный способ покрытия. Кроме того, болты с таким защитным слоем могут использоваться, практически, в любой отрасли народного хозяйства. Все это в полной мере относится к оцинкованному крепежу, произведенному по ГОСТ 7805 и ГОСТ 7798.
Дата публикации: 27.01.2020
Нанесение слоя цинка на металлические изделия и крепеж широко используется для повышения их антикоррозийных свойств. Также цинковое покрытие увеличивает срок службы металла, придает ему эстетичный цвет.
Сегодня широко применяется три метода цинкования металла, которые обеспечивают защиту метизов без изменения исходных свойств материала:
- Горячее
- Гальваническое
- Термодиффузионное
Независимо от выбранной методики цинкования, металлическое изделие проходит ряд подготовительных мероприятий:
- Удаление жировой пленки с поверхности при помощи кислот или щелочей
- Очистка от загрязнений
- Удаление ржавчины или окалины
- Флюсование или повышение параметров смачивания верхнего слоя метиза
- Высушивание поверхности металла
- Определение качества полученного цинкового слоя
- Технология и методы цинкования металла
- Оцинкование металла
- Отличия болтов
- Цены на услуги
- Условия и технология горячего цинкования металла
- Производство оцинкованных болтов
- Варианты исполнения
- Термодиффузионное цинкование
- Горячее цинкование
- Гальваническое цинкование
- Процесс обработки и покрытия
- Стоимость услуг
- Необходимость и преимущества оцинковывания металлов
Технология и методы цинкования металла
В настоящее время широкое распространение получили несколько высокопроизводительных методов нанесения защитного цинкового покрытия на поверхность крепежных и металлических изделий. Технологии обеспечивают два вида защиты поверхности основного металла – электрохимическую и механическую. Электрохимическая защита предохраняет изделия от появления ржавчины за счет образования гальванической пары цинк-металл, в которой покрытие имеет меньший потенциал, чем потенциал защищаемого металла, т. е. оно обладает анодными свойствами. Под влиянием внешних факторов в такой гальванической паре происходит постепенное растворение покрытия, а основной металл не меняет свои исходные параметры. Чем больше толщина антикоррозионную слоя, тем дольше он сохраняет свои защитные свойства, обеспечивая длительную эксплуатацию крепежа и металлоконструкций в различных средах и диапазонах температур. Технологию цинкования для изделий выбирают в зависимости от их предназначения, условий эксплуатации и требований к характеристикам покрытия.
Наиболее эффективные методы защиты метизов и крепежа получают при нанесении на их поверхность покрытий по технологиям горячего, термодиффузионного, гальванического, газо-термического и холодного цинкования. Каждая из них обладает преимуществами по отношению к другим методам при использовании изделий и конструкций в определенных условиях воздействия осадков, ветра, жаркого или холодного климата. Перечень основных, подтвердивших свое качество, прочность и надежность, различных технологий приведен ниже.
Технология горячего цинкования включает ряд последовательно выполняемых операций по нанесению высокопрочного покрытия толщиной от 40 до 200 мкм с погружением изделий в расплавленный при температуре около 4500С цинк. Конкретное значение толщины зависит от предназначения, условий эксплуатации готового изделия и требований, предъявляемых к нему в соответствующей нормативно-технической документации, а также точности выполнения технологического процесса.
Покрытию по этой технологии подвергают крепёж (болты, гайки, шайбы), проволоку, элементы стальных конструкций, прокат, листовой металл, трубы и многие другие метизы. Поверхность горячего цинкованного металла после завершения процесса покрытия должна быть гладкой полностью или слегка шероховатой. Цвет покрытия метизов имеет оттенки от блестящего серебристого до темно-серого матового. Изделия с покрытием по методу цинкования с высокими температурами, в зависимости от условий эксплуатации, могут обеспечить защиту металла от коррозии в течение 50 лет и более.
По норам ГОСТа толщина оцинкованного покрытия может составлять от 40 до 200мкм. В среднем используется слой размером 80-100мкм. Этого достаточно для срока эксплуатации от 20 до 50 лет. Точное время возможного использования зависит от агрессивности места эксплуатации, нагрузки и степени вибрации.
После того, как метиз или другое изделие, извлекается из смеси, на цинковом слое образуется оксид. Это окисление происходит в следствии окисления метала. Такая карбонатная пленка увеличивает эксплуатационные свойства элемента и защищает его от воздействия агрессивной внешней среде в месте его использования. Для того, чтобы повысить износостойкие свойства цинкованного метала, иногда при производстве такого элемента может использоваться в цинке примесь никеля.
Оцинкование металла
Изготовители и потребители изделий из металла хотят, чтобы такие предметы служили достаточно долго. Эту задачу решает цинковое покрытие на деталях и оборудовании. Процедуру цинкования в Москве выполняет наша компания на заказ – недорого и с гарантией качества.
Клиенты могут указать дополнительные требования, предъявляемые к такой процедуре – например, толщину защитного слоя, а также способ, которым он должен наноситься на изделие. Такая работа будет выполнена в кратчайшие сроки, вне зависимости от объема заказа. Мы располагаем достаточно производительным оборудованием, чтобы решить любую задачу.
Отличия болтов
- Крепежные элементы, соответствующие требованиям ГОСТ 7805, характеризуются повышенной точностью, соответствующей требованиям класса «A».
- Болты, произведенные согласно нормам стандарта ГОСТ 7798, имеют нормальную точность рабочих параметров – класс «B».

Цены на услуги
Технология горячего цинкования металлоизделий позволяет получать ряд существенных преимуществ:
- можно заказывать обработку любых по форме заготовок, причем с самой сложной конфигурацией;
- стоимость этого процесса сравнительно невысокая, что делает его доступным для каждого потребителя;
- высокая степень устойчивости к воздействию химической среды;
- поверхность деталей, покрытых цинком, может самовосстанавливаться при появлении мелких повреждений;
- принимая заявки на такую услугу, мы предлагаем максимально доступные цены, обеспечивая гарантированное качество.

Горячее цинкование кованых изделий

Цинкование металла по ГОСТ


Линия горячего цинкования
Условия и технология горячего цинкования металла
Технология горячего цинкования, применяемая в наших производственных цехах, предусматривает проведение следующих операций:
- сначала лист или заготовка из металла проходит стадию предварительной подготовки. Так, поверхность изделия очищается от грязи и ржавчины, затем при температуре 75 градусов обезжиривается и тщательно промывается;
- на следующем этапе производится флюсование, повышающее эффективность сцепления цинка с обрабатываемым материалом;
- на завершающей стадии металлоконструкция опускается в специальную ванну.
Такая услуга у нас предоставляется по низкой цене в результате работы с поставщиками на выгодных условиях.

Для уточнения всей информации, обращайтесь к нам любым удобным способом и мы проконсультируем Вас по всем вопросам совершенно бесплатно!
Производство оцинкованных болтов
- Подготовительный этап. С поверхности крепежных элементов тщательно удаляется грязь и оставшееся от предыдущих технологических операций масло. Делается это путем погружения стальных болтов в кислый либо щелочной обезжиривающий раствор.
- Процесс горячего оцинкования. Корзина с крепежными деталями на 5 – 10 минут помещается в емкость с расплавленным цинком, имеющим температуру около 460°С. После оцинкования для избавления излишков этого металла с болтов используется центрифуга.
- Охлаждение. Оцинкованные детали затем подвергаются закаливанию в воде, либо охлаждаются на воздухе. Последний вариант более положительно сказывается на состоянии поверхности крепежных элементов.
- Контроль качества. Специалисты ОТК по завершению процедуры оцинкования проводят следующие действия:
— осматривают болты;
— проверяют толщину нанесенного защитного слоя;
— проверяют качество поверхности.

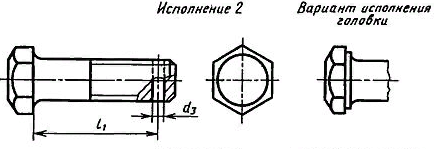
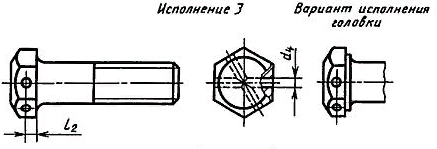
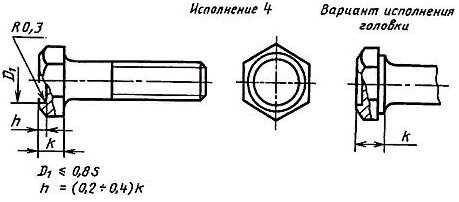
Варианты исполнения
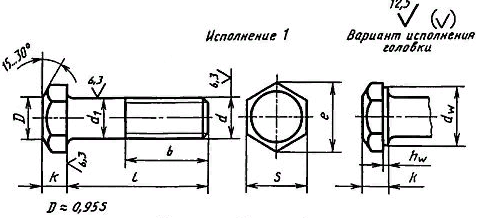
На наружной поверхности головки имеется углубление. На практике сюда наносится маркировка. Условие не превышения глубины этой лунки величины 0,4 k, где k – высота головки, выдвигается из-за требования, чтобы прочность головки от формирования данного углубления не снижалась.
Термодиффузионное цинкование
По этой технологии получают устойчивый к отслаиванию и скалыванию при воздействии деформаций и механических повреждений слой цинкового покрытия матово-серого цвета толщиной 6 до 100 мкм. Предварительно подготовленные к процессу крепежные и металлические изделия помещают в нагретую до температуры 290-390 градусов печь в плотно закрытом, содержащем смесь защитного вещества контейнере, который в течение нескольких часов медленно вращают, подвергая метизы термодиффузионной обработке. Изделия с таким видом покрытия применяют в оборудовании, агрегатах и конструкциях, эксплуатируемых при температурах не более 370 градусов.
Горячее цинкование
При выборе технологии горячего цинкования, в нагретый до +450°C раствор цинка опускается предварительно подготовленная деталь или крепеж. На поверхности метиза образуется тонкий слоя карбоната цинка, который оказывает защитное действие. Это очень простой и популярный способ защиты металла, который отлично подходит для изделий, предназначенных для эксплуатации в условиях перепада температур, повышенной влажности, воздействия реагентов.
Метизы, подвергшиеся горячему цинкованию, отличает:
- Серебристый или серый оттенок
- Незначительные шероховатости
- Крупные габариты
- Срок службы обработанного метиза — до 120 лет
Гальваническое цинкование
Для создания декоративного цинкового слоя, который имеет небольшие показатели сцепляемости с металлом, используют гальванический метод цинкования. Он представляет собой нанесение защитного слоя под воздействием электрических разрядов. Такой метод значительно дешевле, но он не гарантирует надежной защиты в случае обработки изделий сложной формы, резьбовых метизов. Нанесенный цинк при повторном использовании метиза может отслаиваться.
Металл, покрытый цинком гальваническим методом, выделяет:
- Голубовато-серый оттенок
- Гладкость поверхности
- При дополнительной пассивации — радужные переливы
Самым современным и надежным методом цинкования сегодня считается термодиффузия. В процессе нанесения покрытия очищенный и подготовленный метиз подвергается нагреву в специальной печи с размещенным в ней контейнером с цинком. Постоянное вращение контейнера способствует однородному и равномерному проникновению молекул цинка в металл.
Оцинкованному термодиффузионным методом металлу характерны:
- Самая высокая степень защиты изделия
- Серый оттенок
- Однородная, матовая поверхность
- Отличная устойчивость к высоким температурам — защитный слой выдерживает нагревание до +370°C без изменения антикоррозийных свойств
Термодиффузионное цинкование идеально подходит для чугуна и всех видов стали. Его можно применять для деталей разной конфигурации, имеющих отверстия, изгибы, швы, резьбу. В процессе цинкования получают изделия с повышенными антикоррозийными свойствами, которые можно использовать в областях, где требуются составляющие с высоким классом прочности.
Изделия с тонким, прочным и гладким защитным и декоративно-защитным слоем покрытия толщиной 4-20 мкм получают по гальванической технологии цинкования. Основной процесс нанесения покрытия происходит при прохождении электрического тока заданной плотности в растворе электролита от анода к катоду, которым является покрываемое изделие. Этот метод используют для покрытия проволоки, болтов, гаек, шайб, саморезов, шурупов и других метизов.
Крепежные изделия, метизы и металлоконструкции после их тщательной подготовки к покрытию, включающей очистку, обезжиривание, травление, промывку и флюсование, помещают в глубокую ванну с расплавленным при температуре 450° С чистым цинком. Время опускания, выдержки в растворе и скорость подъема покрытых изделий строго регламентируются, т. к. от них зависит прочность и толщина покрывного слоя, значения которого находятся в пределах 40-200 мкм. После просушки на открытом воздухе изделия готовы к эксплуатации. Такая технология отлично подходит для конструкций мостов, дорожных ограждений, опор линий электропередач, строительных лесов и комплектов крепежных изделий для них.
Процесс обработки и покрытия
На этапе, предшествующем покрытию, изделия подвергаются контролю на соответствие требований к их конструкции и качеству обработки слоя основного металла. Затем выполняется ряд операций по подготовке к покрытию. При необходимости делают технологические отверстия, приваривают дополнительные элементы к металлической конструкции и проводят дробеструйную обработку. Сложные конструкции, содержащие полости, подвергают пробному оцинкованию. При безукоризненной подготовке крепежа или других метизов к процессу покрытия и соблюдению оптимальных условий технологии горячего цинкования на поверхности готовых изделий образуется слой сплава железа и цинка, который снаружи содержит практически чистый цинк (Fe — не более 0,007%).
- Подготовка детали, подлежащей цинкованию, включает такие операции.
- Обезжиривание кислотными или щелочными растворами при температуре от 70 до 80 градусов по Цельсию, которое необходимо для удаления остатков смазки, мелкой стружки, пыли, краски или других органических соединений. Часто используется состав фосфорной кислоты высоких температур.
- Травление при нормальной температуре с целью удаления остатков ржавчины и окалины. Для этого объект цинкования погружают в смесь соляной кислоты и ингибитор.
- Промывка водой остатков растворов и солей. Для промывки используется техническая вода.
- Флюсование в расплаве солей хлористого аммония или хлористого цинка для улучшения смачивания покрываемой поверхности с цинком. Раствор должен быть с показателями 600°C.
- Объект цинкования поддают сушке на быстром потоке воздуха. Камера сушки прогревается до 90-1000°С.
- Цинкование. Проводится коротким погружением в смесь цинка на большой скорости.
При выполнении операции покрытия цинком полному контролю подвергаются следующие характеристики:
- температурный режим расплава и состав цинка;
- структура и качество покрываемого металла;
- скорость погружения;
- время выдержки в расплавленном цинке;
- и скорость подъема готовой продукции.
После окончания процесса покрытия крепежные детали, проволоку или металлоконструкции подвергают охлаждению и сушке на открытом воздухе. Контроль выполненного покрытия, включающий оценку внешнего вида, толщины и прочности сцепления цинкового слоя, выполняется для всех партий готовой продукции.
Все процессы, которые используются при укреплении металлических конструкций методом цинкования, крайне важны для готового товара. Наша компания предлагает качественные услуги, которые соответствуют всем номам и ГОСТам. Самостоятельно подобрать необходимый метод цинкования сложно. За помощью желательно обратится к опытному специалисту. Наши представители ответят на все интересующие вопросы.
Стоимость услуг
Вне зависимости от метода, с помощью которого производится цинкование, обработанный таким способом металл будет полностью защищен от коррозионных процессов на долгие годы вперед. Всего существует пять основных методов данной обработки, отличающихся по стоимости. Оцинковка металла бывает термодиффузионная, гальваническая, холодная, газотермическая и горячая.
Каждый из перечисленных процессов имеет свои преимущества. Специалисты нашей компании предоставят каждому заказчику бесплатные консультации на тему того, какая технология будет наиболее уместна в каждом конкретном случае.
Необходимость и преимущества оцинковывания металлов
Такая обработка на металлической поверхности дает абсолютную защиту от коррозии. До тех пор, пока цинковый слой не разрушится под влиянием механических воздействий. Кроме того, цинкование металла промышленным способом улучшает эстетику деталей и механизмов. В Москве за данной услугой целесообразно обратиться в компанию «ГИТ металл». Ваши изделия здесь в процессе обработки будут аккуратно обработаны атомами превращенного в газ цинка. Равномерное распределение материала на поверхности изделия обеспечивает превосходные антикоррозийные качества.

Да уж, цинковка – это тема! Смысл в том что если деталь будет в агрессивной среде, то нужен толстый слой цинка, а если просто для красоты – то и тонкого хватит. Все логично.
А че за флюсы эти? Типа чтоб цинк лучше лип? А то ваще непонятно.
Ну да, цинк конечно хорошее дело, но быстро стирается, особенно если металл в нагрузке. Главное чтоб не ржавело сильно до того как цинк весь слезет. А так статья норм, про способы все расписано.
да ну и зачем это надо? я лучше сразу краску куплю