
- Цинкование горячим способом проводится в следующей последовательности
- Промывка
- Травление
- Повторная промывка
- Флюсование
- Предварительный нагрев и сушка
- Охлаждение
- Свойства цинкового покрытия. Для каких изделий используется
- Особенности покрытия горячим цинком
- Преимущества метода
- Газотермическое цинкование металлоконструкций
- Гальваническое цинкование металлоконструкций
- Термодиффузионное цинкование металлоконструкций
- Свойства и преимущества оцинкованных покрытий
- Цинкование с фосфатированием
- Контроль уровня прочности сцепления покрытий
- Метод крацевания
- Метод нанесения сетки царапин
- Метод удара поворотным молотком
- Схема поворотного молотка
- Этапы горячего цинкования
- Этап 2. Гальванизация
- Этап 3. Дальнейшая обработка
- Этап 4. Контроль
- Главные этапы подготовки к цинкованию
- Как выполняется горячее цинкование
- Подготовка металлического изделия к процедуре
- Как осуществляется технологический процесс
- Различия холодного и горячего цинкования
- Просушивание
- Твердость цинка
- Сравнение с другими методами цинкования.
- Технологический цикл горячего цинкования
- Преимущества и недостатки горячего цинкования
- Горячее цинкование металлоконструкций
- Контроль качества покрытия, браковочные признаки
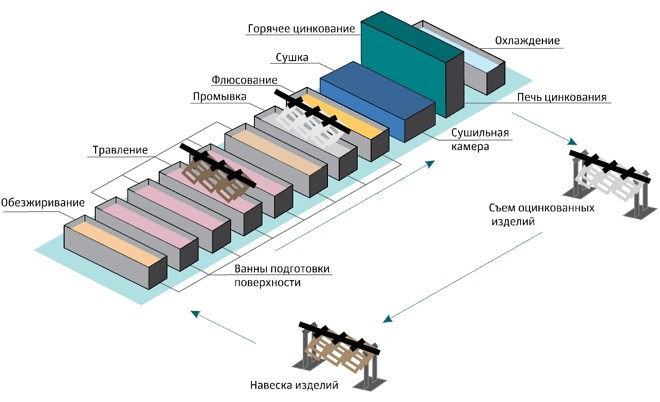
Цинкование горячим способом проводится в следующей последовательности

Процедура удаляет с поверхности деталей загрязнения (например, масла). Проводится при температуре от 60°C до 80°C с применением обезжиривающих реагентов, выбор которых определяется в зависимости от вида загрязнения. Обезжиривание исключает расслоение цинкового покрытия после его нанесения.
Промывка
Удаление с поверхности изделий пены и жирных составов, которые оседают на металле после ванны обезжиривания.
Травление

Очистка поверхностей изделий путем удаления с них ржавчины (при хранении в недопустимых условиях) или окалины (образуется после горячей обработки). Операция проводится в температурном режиме от 20°C до 25°C с применением соляной кислоты в концентрации 120 – 210 г/л.
Благодаря этому обеспечивается высокая растворимость хлоридов железа. Чтобы предупредить водородное насыщение и добиться удаления с поверхности только гидроксилов и окислов, раствор соляной кислоты рекомендуется дополнять ингибиторами.
Повторная промывка

Чтобы нейтрализовать остаточные следы кислоты, а также для удаления солей, требуется повторная промывка деталей. Применение сразу нескольких промывочных ванн оптимизирует процесс промывки и одновременно сократить расход воды.
Флюсование

Это заключительный процесс подготовки поверхности деталей, на которых при промывке могли вновь появиться оксиды железа. Флюсование предупреждает последующее окисление металла за счет образования на поверхности пассивированной пленки флюса, а также гарантирует высокую степень смачиваемости расплавленным цинком.
Обработка проводится при температуре 60°C с использованием концентрированного раствора флюса 400 – 600 г/л, состав которого включает хлорид аммония и хлорид цинка.
Очистка выполняется с добавлением перекиси водорода, которая постоянно осаждает соли трехвалентного железа на дно ванны. Впоследствии осадок поступает в систему отстаивания и фильтрации.
Предварительный нагрев и сушка
На данном этапе с поверхности изделий удаляются остатки влаги, что позволяет исключить выплескивание цинка парами воды при обработке пустотелых элементов в момент погружения деталей в печь и их деформации.
Операция способствует нагреву металла до 100°C, увеличивая эффективность печи, экономит энергию и снижает себестоимость цинкования.
Поскольку сушка занимает больше времени, нежели горячее оцинкование металла, целесообразно в сушильной печи предусмотреть минимум 2 камеры.

Цинковый сплав наносят на поверхность металла при температуре от 445°C до 460°C, что уменьшает появление оксидов, штейна и других образований. Вытяжка отходящих газов происходит благодаря системе аспирации и фильтрации.
Охлаждение
Чтобы горячий цинк остыл, перед упаковкой детали охлаждают естественным путем (на открытом воздухе). Процедуру проводят на местах хранения проката, совмещенных с участком ОТК.
Свойства цинкового покрытия. Для каких изделий используется
Цинк — это барьерное покрытие. Оно защищает от ржавчины при контакте железа с окружающей средой. Доказано, что горячеосажденный цинк эффективно защищает изделия от 20 до 120 лет. Кроме того, элементы и конструкции не нуждаются в повторной окраске, а это реальная экономия!
Как правило, горячее цинкование используется для нанесения покрытия на крупные изделия простой формы. Это могут быть трубы, уголки, листы, балки, проволока и т.п. Данный метод неэффективен для изделий при наличии резьбы, маленьких отверстий или изделий, обладающих сложной формой.
Особенности покрытия горячим цинком

На сталях с высоким содержанием кремния и/или фосфора (из-за неоднородности химического состава стали), (слоя у поверхности, структуры поверхности, чужеродных вкраплений), а также на толстостенных изделиях наблюдается разнооттеночность покрытия. Серая поверхность состоит из сплава цинк-железо, выходящего на поверхность, а более светлые места – это чистый цинк. В случае стали с неблагоприятным содержанием кремния и фосфора может появиться значительное утолщение покрытия и ухудшение его адгезии, видимым эффектом этого явления, может быть шероховатая поверхность с серой и тёмно-серой окраской, переходящей со временем даже в коричневый оттенок.
Цинковая поверхность на том же изделии может быть неоднородной; могут появиться пятна разной степени глянца, серой матовости и шероховатости. Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия.
Однако это не может являться браковочным признаком, поскольку, кроме внешнего вида, отрицательных моментов нет – он не влияет на срок службы покрытия, а через какое-то время (в течение 1-1,5 года) цвет конструкции станет одинаковым).
Белая коррозия (бело-серые пятна, возникающие под влиянием атмосферных факторов), а также так называемые «кровавые потёки» (остатки флюса и кислоты в местах неплотной сварки) не являются основанием для претензий на качество оцинкованной поверхности.
Вышеуказанные проблемы являются наиболее характерными для сталей марки 09Г2С, что обусловлено особенностями их химсостава.

Наиболее часто проявляются дефекты цинкового покрытия для сталей 09Г2С, которые не являются основанием для предъявления претензий:
1. Повышенная толщина образующегося цинкового покрытия.
2. Разная толщина цинкового покрытия.
3. Повышенное образование гард-цинка.
4. Пониженная адгезия цинкового покрытия к металлу.
5. Пониженная плотность цинкового слоя.
6. Внешний вид покрытия (отсутствие блеска, неровности, потеки, серый цвет).
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
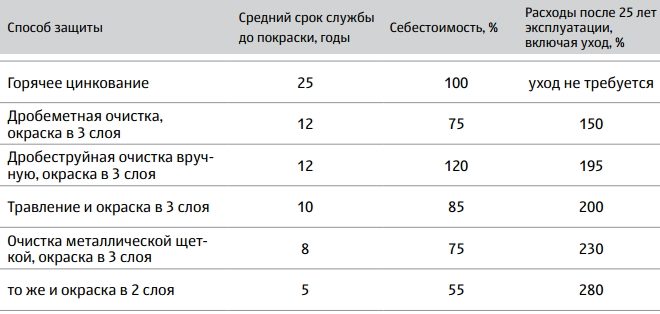
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Газотермическое цинкование металлоконструкций
Газотермическое цинкование – это технология металлизации конструкций и деталей с помощью высокоскоростного напыления на поверхность порошка цинка.
Суть технологии: на металлоконструкцию направляют открытый огонь, для этого используют газовые горелки. Затем в зону максимального нагрева подают цинковый порошок (или проволоку).
В ходе этого процесса мелкодисперсные капли цинка на большой скорости налетают на металлическую поверхность. На ней они застывают, и образуется защитное покрытие, толщина которого 30-50 мкм. Когда нужно добиться толстого слоя, данная процедура повторяется несколько раз.
Основные достоинства газотермического цинкования металлоконструкций:
- Можно покрыть деталь в полевых условиях, не потребуется демонтировать металлоконструкцию.
- Защитный слой получается равномерным.
- Можно отрегулировать толщину цинкового покрытия.
Минусы этого способа цинкования:
- Не подходит для обработки деталей небольшого размера.
- Защитный слой получается пористым.
- Не удастся провести оцинковку труднодоступных мест.
- Нельзя использовать для нанесения защитного покрытия на прецизионные детали.
- Трудоемкий процесс.
- Производительность достаточно низкая.
Даже с учетом всех минусов газотермической технологии, ее используют нечасто и лишь в некоторых областях производства. Например, этот метод цинкования металлоконструкций подходит, если нужно защитить изделие от ржавчины, не демонтируя его. Либо восстановить поверхность материала, которая была испорчена в результате образования коррозии.
Металлоконструкции используются во многих сферах человеческой жизнедеятельности. Они обладают повышенной прочностью и надежностью, у них длительный эксплуатационный срок. Однако у стальных изделий есть одно уязвимое место: на них образуется коррозия, а при появлении ржавчины они быстро портятся. Цинкование металлоконструкций – эффективный способ защитить поверхность, сохранив изделие в первозданном виде.
Оцените, пожалуйста, статью
Всего оценок: 1, Средняя: 5
Гальваническое цинкование металлоконструкций
Гальваническое цинкование металлоконструкций представляет собой электрохимический метод покрытия деталей цинком.
Для реализации этой технологии используется цинкосодержащий электролит в больших емкостях. Главное достоинство данного способа обработки деталей и конструкций заключается в том, что на металл воздействуют два процесса одновременно: электрофизический и химический.
При гальваническом цинковании активно соединяются молекулы металла обрабатываемой поверхности с цинком. Во время такой адгезии происходит сцепление разнородных веществ на молекулярном уровне.
Чтобы выполнить гальваническое цинкование металлоконструкций, детали и изделия из металла погружают в ванны с электролитом, которые снабжены анодом. Это цинковая пластина, с нее при помощи электролита (сернокислый и хлористый цинк), анионы металла переходят на поверхность, в результате образуется равномерное защитное покрытие.
То, как будет происходить гальваническое цинкование металлоконструкций, зависит от состава электролита и температуры, которая поддерживается в емкостях.
В раствор могут быть добавлены окрашивающие, а также блескообразущие вещества. В результате обработанные детали выглядят более привлекательно.
Какие электролиты применяются во время цинкования металлоконструкций методом гальваники:
- Кислые и слабокислые: сульфаты, борфториды, хлориды.
- Аммиакатные: щелочи и нейтральные растворы.
- Цианидные и цинкатные: электролиты щелочной группы с цианидом и цинкатом натрия в растворе едкого натра.
Прежде чем приступить к обработке, следует подготовить металлоконструкции, очистить их и обезжирить, также провести флюсование: нанести пленку, препятствующую окислению.
Какими свойствами обладает цинковое защитное покрытие, полученное методом гальванизации? Его поверхность пластичная, защитный слой непрерывный на деталях, работающих в условиях циклической деформации, к примеру, таких как стальные пружины.
Термодиффузионное цинкование металлоконструкций
Суть термодиффузионной технологии: металлоконструкцию и сухой порошок, содержащий цинк, размещают в контейнере. Затем он герметизируется, нагревается до критически высокой температуры – 2 500 ?С.
В ходе этого процесса атомы цинка, находящиеся в сухом порошке, переходят в газообразное состояние. В результате упрощается их диффузное проникновение в верхний слой металлических заготовок.
Термодиффузная технология подходит для тех ситуаций, когда необходимо сделать цинковое покрытие, толщина которого более 15 мкм. Чтобы подготовить детали, необходимо действовать по общепринятому стандарту.
Данная технология, наряду с другими, имеет как достоинства, так и недостатки.
Для начала рассмотрим плюсы термодиффузной технологии:
- Она безопасна и экологична.
- Можно контролировать то, насколько толстым получится защитное покрытие.
- Цинковый слой будет высококачественным, на нем не образуются поры.
- После обработки не остаются отходы, которые нужно утилизировать.
- Получится оцинковать детали со сложной геометрической формой.
Минусы этого метода цинкования металлоконструкций:
- На деталях после обработки появляется налет, нет зеркального блеска.
- Образуется цинковая пыль в окружающей среде.
- Невысокая производительность.
- Сложно добиться равномерности защитного покрытия.
Свойства и преимущества оцинкованных покрытий
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Контроль уровня прочности сцепления покрытий
Метод предполагает нагревание образцов-свидетелей или деталей до температуры 190 ±10 ℃. При температуре такой величины детали выдерживают в течение часа, а затем охлаждают естественным путем (на воздухе). Обработанная поверхность должна иметь равномерное покрытие, исключая отслаивания и вздутия.
Метод крацевания
Метод предполагает использование латунных и стальных щеток, оснащенных проволокой диаметром от 0.1 до 0.3 мм. В процессе обработки поверхности щетки вращаются со скоростью 1500 – 2800 об/мин.
Крацевание поверхности проводят в течение 15 секунд. Обработанная поверхность должна иметь равномерное покрытие, исключая наличие вздутий и отслаиваний.
Метод нанесения сетки царапин
Данный метод применяется для покрытий толщиной до 50 мкм. На подготовленную поверхность, которую предварительно очистили, при помощи приспособления, оснащенного стальным острием, наносят по 4 – 6 параллельных и перпендикулярных линий. Насечки наносят под углом 30° на глубину до основного металла на расстоянии друг от друга 2.0 – 3.0 мм.
Нужно учитывать, что твердость стального острия должна быть больше твердости покрытия. Нанесение линий осуществляется в одном направлении. Если на обработанной поверхности отсутствуют отслаивания покрытия, тогда уровень прочности сцепления считается достаточным.
Метод удара поворотным молотком
Перед проверкой поверхность детали с толщиной основного металла от 3 мм, необходимо очистить от пыли и других загрязнений, а затем обезжирить, используя растворители на органической основе.
На плоскую поверхность детали поворотный молоток, масса которого составляет 212.5 г, устанавливают так, чтобы его головка падала на изделие строго вертикально. Выполняют минимум два удара молотком, выдерживая расстояние между отпечатками, которое должно составлять 6 мм. При этом расстояние от края отпечатка до кромки детали должно быть не меньше 13 мм.
Схема поворотного молотка

1 — молот; 2 — прижимная плита; 3 — поверхность образца;X — размер, определяемый опытным путем в зависимости от металла,из которого изготовлена головка молотка
Этапы горячего цинкования
Это комплексный процесс, который предусматривает самые разные процедуры, такие как обезжиривание, обработка кислотными составами (кислотное травление, а также флюсование). Обработка необходима для обеспечения большей адгезии цинка с металлической поверхностью изделия, чем обеспечивается качество покрытия.
Для данной процедуры предусмотрены специальные ванны, куда заготовки погружаются целиком. Там происходит удаление с поверхности изделий всевозможных загрязнений, пылевых и масляных наслоений. Процедура обезжиривания осуществляется с использованием химических веществ, перечень которых указан в регулирующем ГОСТе. После данного этапа остатки обезжиривающего реагента удаляются во время процедуры смывки.
За обезжириванием следует кислотное травление. Заготовки промываются от остатков окиси и закиси железа, а также для обеспечения сглаживания заусенцев, шелушащихся поверхностей и других дефектов. Во время травления обычно применяют раствор соляной кислоты. Данная стадия осуществляется при температуре 22–24°. Концентрация раствора подбирается в зависимости от того, насколько сильно обрабатываемая поверхность загрязнена коррозионными отложениями.
Для осуществления травления применяются реактивные растворы с концентрацией 140–200 граммов концентрированной кислоты на 1 литр раствора. Высокое содержание кислоты способно повредить саму поверхность.
Чтобы этого не произошло, а также для того, чтобы свести к минимуму выделение водорода из раствора, в него добавляют специальные ингибиторы, которые сами в процессе травления не участвуют, но замедляют активность протекания реакции. После процедуры травления заготовку также тщательно промывают, чтобы удалить как кислоту, так и продукты химической реакции.
После травления производится флюсование. Заготовка погружается во флюсовый реагент, содержащий 30%-й раствор хлорида цинк-аммония. Обработка осуществляется при температуре 65-80 °C. Флюсование дает возможность избавиться от остатков окислов на обрабатываемом изделии, а также позволяет нанести предохраняющий слой, чтобы предотвратить окисление.
Отметим, что флюсование – крайне важный подготовительный процесс перед оцинковыванием. Качественное удаление всех посторонних веществ, продуктов реакции даст возможность цинку осесть ровным слоем, обеспечив равномерное, гомогенное покрытие заготовки.
Этап 2. Гальванизация
Когда поверхность подготовлена, приступают к процессу гальванизации. Изделия погружаются в расплавленный цинк при температуре 450 °C. Заготовка некоторое время остается в ванне, где железо в составе стального сплава реагирует с цинком, в процессе чего формируются множественные интерметаллические слои железо – цинк, а внешний слой состоит из чистого цинка.
Скорость проистечения реакции очень высока на первом этапе, когда и формируется первичное покрытие – основа. Далее с ростом толщины слоя скорость процесса начинает замедляться. В целом время погружения составляет примерно 4-5 минут. Но общий принцип такой: чем больше габариты изделия, тем дольше время цинкования.
Когда изделие после процедуры горячей оцинковки извлекается из ванны, то цинк мгновенно вступает в реакцию с кислородом воздуха. В результате образуется оксид, который, в свою очередь, начинает реагировать с углекислым газом с образованием карбоната цинка. Последний добавляет покрытию твердости и дополнительно защищает от коррозии.
Этап 3. Дальнейшая обработка
Под дополнительной обработкой подразумевается этап закалки прошедшей оцинковывание заготовки в воде или же ускоренное ее охлаждение воздухом от компрессора. Более высокая скорость остывания способствует повышению твердости покрытия изделия. Принудительная закалка воздухом при этом – более дешевая альтернатива водяному охлаждению, для которого необходима ванна.
Далее оцинкованные изделия могут окрашиваться или покрываться дополнительными слоями того же цинка для усиления их эстетических свойств, а также для формирования дополнительных слоев защиты.
Этап 4. Контроль
Данный этап подразумевает визуальную проверку готового изделия, чтобы подтвердить целостность сформированного цинкового покрытия. Кроме визуального осмотра, производится тестирование магнитным толщиномером и неразрушающим ультразвуковым контролем, с помощью которых можно убедиться в равномерности толщины полученного цинкового слоя. На весь производственный цикл горячего цинкования уходит около 12 часов.
Главные этапы подготовки к цинкованию
Соблюдение требований по проведению подготовительного этапа имеет критически-важное значение для получения нужного результата. Если рассматривать весь процесс кратко, то он будет состоять из следующих этапов:
- Полное обезжиривание поверхности металла. Позволяет удалить с него любые виды загрязнений – от органических до различных горюче-смазочных материалов.
- Промывка. Устраняет все загрязнения, в том числе, оставшиеся после обработки. К ним относится песок, пена, различные виды реагентов. Цель – устранить все факторы, способные негативно повлиять на качество адгезии.
- Травление. Процедура нужна в том случае, если после использования ранее, либо в результате обработки, на материале появилась коррозия, нагар или окалина.
- Флюсование. Становится финишным этапом, потому что позволяет гарантировать значительное повышение адгезии вашего материала.
Важно выполнять все действия правильно, в соответствии с указанными техническими требованиями. В таком случае на выходе удается получить деталь с качественной пленкой, готовую принимать слой цинка. На поверхности не будет загрязнений, потенциальных следов проводимой ранее обработки.
Далее в этом материале мы более подробно рассмотрим каждый этап и требования, которые к нему предъявляются. Это позволяет оценить качество всех видов проводимых работ.
2. Горячее цинкование: что это такое и немного истории
3. Свойства цинкового покрытия. Для каких изделий используется
4. Горячее цинкование. Описание технологии процесса
5. Контроль качества покрытия, браковочные признаки
6. Достоинства и недостатки горячего цинкования
7 Стоимость горячего цинкования. Факторы, влияющие на формирование цены.
8. Сравнение с другими методами цинкования.
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Как осуществляется технологический процесс
Сам процесс нанесения защитного цинкового слоя, для чего может использоваться линия горячего цинкования или более простое оборудование, заключается в погружении детали в емкость с расплавленным цинком. Температура, при которой цинковый расплав находится в таких емкостях, выбирается в зависимости от ряда факторов, к числу которых относятся и геометрические параметры обрабатываемого изделия. В среднем значение такой температуры находится в интервале 420–455°.
Если в качестве оборудования применяется не агрегат для непрерывного горячего цинкования (АНГЦ), а более простые технические устройства, необходимо обеспечить выполнение следующих условий на производственном участке.
- Обязательно наличие мощной вытяжки, которая удалит из воздуха пары, интенсивно образующиеся при цинковании.
- Оборудование для горячего цинкования должно обеспечивать строгое соблюдение скорости погружения изделия в расплав, а также времени его выдержки в нем.
- Обработанная деталь после извлечения из емкости с цинком должна качественно охлаждаться.

Ванна для цинкования может достигать в длину 14 и более метров
Горячее цинкование метизов выполняется в следующей последовательности:
- Погружение изделия в емкость с расплавленным цинком.
- Выдержка, время которой может составлять от 4 до 10 минут.
- Извлечение обрабатываемой детали из емкости с расплавом, от скорости выполнения которого во многом зависит толщина формируемого покрытия.
- Охлаждение, которое может выполняться принудительно или протекать естественным путем.
Данная технология, преимущества использования которой были отмечены выше, отличается и относительно невысокой сложностью. Для осуществления такой процедуры нет необходимости готовить сложные электролитические растворы, чем на производственных предприятиях занимается гальваник.
Однако не лишена такая технология и недостатков, наиболее значимый из которых заключается в том, что размеры деталей, на которые наносится защитное покрытие, ограничены размерами емкости, содержащей расплавленный цинк. На крупных производственных предприятиях задача обработки габаритных изделий решается за счет применения агрегатов непрерывного горячего цинкования (АНГЦ).

Вопросы, рассмотренные в материале:
- В чем заключается технология горячего цинкования металла
- Какова технология холодного цинкования металла
- Как проходит цинкование металла по гальванической технологии
Цинкование относится к анодным покрытиям металла, когда на обрабатываемую поверхность наносится материал, имеющий меньший электродный потенциал. Этот способ промышленной обработки металлических поверхностей является очень распространенным методом защиты металла от негативного воздействия окружающей среды. Технология цинкования металла зависит от параметров обрабатываемого изделия и предлагаемых условий эксплуатации. В нашей статье мы подробно разберем все разновидности и особенности этой технологии.
У многих клиентов прочно закрепился стереотип о том, что контакт металла с водой нельзя допускать ни при каких обстоятельствах. Тем более, если речь идет о материале, который пока не успели оцинковать.
Вода действительно представляет для металла опасность в том случае, если долго контактирует с ним. Запуск окислительного процесса приводит к развитию коррозии. При этом перед цинкованием не обойтись без промывки. Только она позволяет удалить все растворы, реагенты, которые использовались на прошлом этапе.
Для повышения качества результата используются специально подобранные составы. Они подаются на поверхность под давлением, а деталь тщательно обрабатывается со всех сторон.
Установленное у нас оборудование помогает провести подготовку даже наиболее сложных деталей. Остатки загрязнения будут удалены из труднодоступных мест – для выполнения дальнейших действий не останется уже никаких препятствий.
Различия холодного и горячего цинкования
При холодной оцинковке сталь покрывается защитным составом при комнатной температуре. Впрочем, защита от климатических воздействий при этом обеспечивается достаточно эффективная. Технологий холодной оцинковки существует две:
- Технология электролиза. В данном случае толщина покрытия составляет до 20 мкм. Эксплуатировать изделия, обработанные таким способом, допустимо лишь в неагрессивных средах.
- Технология обработки крупногабаритных конструкций. Металлическое изделие покрывается смесью, в которую входит до 80 % порошкового цинка. Максимальная толщина покрытия при этом составляет до 50 микрон (мкм).
Если сравнить все перечисленные выше методы нанесения защитного цинкового покрытия, то можно отметить, что при горячей оцинковке у стальных изделий образуется более толстая, стойкая, мощная защита. Срок службы защитной оксидной цинковой пленки, в теории, доходит до 120 лет.
Характерными чертами данной технологии являются следующие особенности:
- Горячий способ цинкования реализуется методом погружения металлического изделия в ванну с расплавленным цинком. Нанесение покрытия холодным методом производится с помощью валиков, кистей и других инструментов.
- Горячая оцинковка осуществляется при температуре в 460 градусов (тогда как холодная – при комнатной температуре).
- После горячей оцинковки покрытие образуется однородное и гомогенное по толщине, как следствие, внешний вид готового изделия получается практически идеальный. Холодное оцинковывание не позволяет достичь подобного результата.
- Холодная оцинковка дает возможность производить обработку крупногабаритных конструкций и деталей в том числе на открытом воздухе. Горячее цинкование производят исключительно в цехах со специальным оборудованием.
Различить, каким способом нанесено покрытие – горячим цинкованием или холодным, можно по внешнему виду изделия. Первая методика позволяет получить ровный, практически идеальный внешний вид готовой детали.
Просушивание
Сушка нужна для того, чтобы материал оказался полностью подготовлен к цинкованию. Это высушивает оставшийся на поверхности после флюсования раствор и позволяет закрепиться пленке, которая увеличивает уровень адгезии.
При проведении сушки применяются специальные печи. Температура в них держится на уровне 100 градусов. Длительность определяется мастерами в зависимости от технологических требований и других ключевых особенностей процесса.
Твердость цинка
Прочность любого лакокрасочного покрытия определяется прочностью связующего.
Лаки по твердости, в соответствии с международными стандартами ISO 15184, ASTM D 3363, SIS 184187, NEN 5350, ECCA Test Method, определяется с помощью карандашных грифелей по шкале 6В-5В-4В-3В-В-НВ-F-Н-2H-3H-4H-5H-6H-7Н-8Н-9Н, где 6В является показателем наименьшей, а 9Н – наивысшей твёрдости. Она соответствует по твердости карандашу 2Т.
Твердость покрытия горячим цинкованием равна твердости металла. Цинк. А под цинком у нас находится железо.
По ювелирной шкале Мооса:

Свинец — 1,5 Янтарь (гипс) — 2 Цинк (алюминий, золото, серебро) — 2,5-3 Медь — 3 Железо — 4 Сталь — 5 Стекло — 6 . Алмаз — 10
Сравнение с другими методами цинкования.
Есть и другие способы нанести защитный слой на деталь.
Гальваническое цинкование. Данный вид оцинковки применяется изделий с жесткими требованиями по соблюдению толщины покрытия, а так же для мелких деталей (метиз, крепеж). Внешний вид деталей более привлекательный, высокая степень блеска покрытия. Но коррозионная устойчивость значительно ниже. При большом размере изделий нанесение покрытия гальваническим методом всегда дороже горячего.
Термодиффузионное. Здесь цена выше, причем почти в 2 раза! А вот качество защитного слоя примерно на одном уровне. Внешне продукция декоративной не является. Данный метод не подходит для деталей у которых есть пластиковые вставки. Зато «похвастаться» качеством работы на изделиях с резьбой (тут слой цинка будет равномерным)! При этом производство не вредит окружающей среде.
Дакромет (дельта) цинкование. Задействовано в автопромышленности. Хорошо подходит для крепежных изделий благодаря возможности нанести тонкий слой. Цена, качество защитного слоя и внешний вид готовых изделий незначительно аналогичны горячему цинкованию. Не подвержено водородному охрупчиванию. А вот адгезия подвела!
Газотермическое напыление. С его помощью можно создавать толстые слоя цинка от 200 микрон, причем прямо во время монтажа крупногабаритных элементов и конструкций. Не подходит для деталей с резьбой, метизов и изделий с наличием внутренних полостей, диаметр которых менее 50 см. Защитные свойства умеренные.
Цинк-ламельное покрытие. Покрытие состоит из порошка цинка, алюминия и связующей основы, в качестве которой выступают органические и неорганические смолы. Отличительными особенностями являются термостойкость и пластичность покрытия (не подвержено водородной хрупкости). Покрытие декоративное, ему возможно придать любой цвет.
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Технологический цикл горячего цинкования
Полноценный процесс горячего цинкования включает в себя следующие технологичные этапы:
Отгрузка требующих обработки изделий в зону навески . Поскольку рассматриваемый метод один из немногих, который позволяет оцинковывать сравнительно крупногабаритные детали, то отгрузка, как правило, осуществляется при помощи специальных мостовых кранов.
Навеска металлоконструкций . Для последующей обработки доставленные на производство детали навешиваются на подвижные траверсы. Металлоконструкции распределяются и фиксируются таким образом, чтобы вся секция могла поместиться в технологические ёмкости на дальнейших этапах. Также важно навесить изделия так, чтобы они могли контактировать с жидкостями, в которые они будут погружаться, всей поверхностью, не мешая друг другу.
Предварительная обработка металлоконструкций. Перед цинкованием горячим методом изделия из стали подвергаются обязательной многоэтапной подготовке. Она заключается в попеременном погружение траверсы с вывешенными деталями в ванны с технологическими жидкостями. В том числе, в этих ваннах проводится обезжиривание, очистка, травление (за счёт чего обеспечивается проникновение цинка в кристаллическую решётку металла), удаление следов кислоты, покрытие защитным флюсом. Также на данном этапе выполняется предварительный подогрев металла перед погружением в расплавленный цинк, что позволяет избежать деформации изделий из-за резкого перепада температур.

Сушка и предварительный разогрев . Осуществляется в специальной многоступенчатой печи, в которую подаётся разогретый и очищенный воздух. В результате перед оцинковкой с металлоконструкций испаряются следы предварительной подготовки в ваннах с жидкостями, а также происходит их дополнительный прогрев.
Цинкование . Основной технологический этап процесса горячего цинкования металла. Выполняется путём транспортировки траверсы с подготовленными металлическими изделиями в закрытую со всех сторон печь, в которой расположена ванна с расплавленным цинком. Его температура поддерживается на постоянном уровне в районе +450°C при помощи высокоскоростных газовых горелок. Герметичность печи нужна по двум причинам.
Во-первых, это необходимо для обеспечения безопасности людей, которые работают на производстве. Во-вторых, в процессе цинкования выделяются разогретые до высокой температуры газы, которые нуждаются в очистке перед выбросом в атмосферу. Кроме того, тепловая энергия этих газов используется вторично для подогрева технологических жидкостей на этапе предварительной подготовки металлических изделий.
Снятие, сортировка и отгрузка оцинкованных металлоконструкций . По завершению процесса цинкования в ванне с расплавленным цинком траверса с вывешенными изделиями автоматически направляется в зону для их снятия и сортировки, после чего выполняется погрузка металлоконструкций на транспорт для отправки заказчику.
Несмотря на кажущуюся сложность описанного процесса, метод горячего цинкования является одним из самых простых и экономически выгодных. Кроме того, благодаря внедрению тех или иных технологических этапов возможно получать в итоге антикоррозионную защиту с многочисленными преимуществами по сравнению с другими методами цинкования.
Преимущества и недостатки горячего цинкования


Преимущества горячего цинкования :
— сравнительно невысокая стоимость реализации технологического процесса;
— высокая производительность автоматизированных линий (до 30 000 тонн в год);
— возможность цинкования тяжёлых и крупногабаритных металлоконструкций (до 6 тонн и 13×2×3,1 м);
— толщина защитного покрытия 45-200 мкм. Для крупногабаритных изделий толщина может составлять более 200 мкм;
— высокая прочность удержания защитного покрытия на металле за счёт проникновения цинка в кристаллическую решётку железа;
— высокая стойкость к механическим повреждениям;
— отличная способность защитного покрытия к самовосстановлению;
— высокая коррозионная устойчивость.
— невозможно наносить слой цинкового покрытия тоньше 45 мкм;
— неравномерность защитного покрытия;
— непрезентабельный внешний вид обработанных деталей — тёмно-серый, матовый.
Можно сделать вывод, что горячее цинкование является идеальной технологией для антикоррозионной обработки крупных и средних по размеру металлоконструкций, которые нуждаются в максимальной защите от коррозии, но не имеют высокоточных поверхностей, отверстий, резьбы, фасок и других прецизионных технологических решений. После ознакомления с этапами технологии также должно быть понятно, что горячим цинкованием невозможно обработать неподвижные стационарные металлоконструкции. То есть, те, которые нельзя доставить на производство.
Горячее цинкование металлоконструкций
Горячее цинкование представляет собой способ нанесения цинкового покрытия на обрабатываемую поверхность, который по своей эффективности уступает лишь гальванической технологии. При этом по себестоимости, а также долговечности сформированного защитного слоя горячее цинкование превосходит электрохимическое.
В данном методе, в отличие от других способов цинкования металлоконструкций, сочетаются низкая стоимость реализации технологического процесса и повышенные защитные характеристики покрытия.
Цинковый слой, который был нанесен этим методом, сохранится в идеальном состоянии спустя 65-70 лет, даже в суровых эксплуатационных условиях, не изменив свои первоначальные свойства.
Какие достоинства есть у метода горячего цинкования металлоконструкций и почему эта технология является самой популярной среди других способов нанесения защитного покрытия?
- Обрабатывать по такой технологии можно заготовки со сложной геометрической формой. К примеру, горячее цинкование применяется для создания защитного покрытия на трубах.
- Если во время эксплуатации деталей цинковое покрытие повредится из-за механического воздействия, защитный слой самовосстановится, не потребуется повторять цинкование заново.
- Если сравнивать горячее цинкование с другими технологиями нанесения защиты, то с его помощью получится сделать покрытие, в шесть раз более устойчивое к пагубному воздействию жидких сред. Поэтому метод горячей оцинковки используется, чтобы защитить трубы и емкости.
- С помощью этого способа цинкования металлоконструкций получится устранить дефекты на металлической поверхности, к примеру раковины, поры.
- Эксплуатировать трубы и метизы, покрытые цинком по этой технологии, получится без серьезных денежных вложений. Так, поверхность детали не нужно окрашивать, поскольку она уже защищена от пагубного воздействия окружающей среды. Это касается труб, монтируемых в стенах, а также расположенных под грунтом, до которых достаточно сложно добраться.
Контроль качества покрытия, браковочные признаки
После окончания работ следует провести осмотр изделия на наличие недостатков и дефектов. Качество горячего цинкования регламентируется ГОСТом 9.307-89. Требуется соблюсти следующие критерии.
- Слой цинка обязан быть сплошным;
- Покрытие должно быть матовым темно-серого или серебристо-глянцевого цвета;
- На поверхности оцинкованного изделия не допускаются наплывы. Вкрапления гартцинка (осадка) если и имеются, то не более 2 мм.
- ГОСТом допускается как гладкое, так и шероховатое покрытие;
Ряд признаков, которые не считаются дефектами:
- рябизна и незначительные неровности поверхности;
- радужные оттенки или пятна в светло-серых тонах;
- незначительные металлические царапины защитного слоя, если металл-основа не виден невооруженным глазом.
Кроме того, если имеются участки с пробелами, площадь которых не превышает 2% от общей, их можно обработать составами для холодного цинкования или методом газотермического напыления. Аналогично устраняются и непокрытые цинком участки, в диаметре до двух сантиметров.
Согласно вышеупомянутому ГОСТу толщина защитного цинкового слоя должна быть в диапазоне 40 — 200 мкм. Либо она прописывается в паспорте изделия, исходя из его особенностей и условий эксплуатации.
Проверку данного параметра следует проводить до начала хроматирования (нанесение дополнительной защитной пленки поверх цинка) либо нанесения консервационных смазок. Есть два способа:
- при помощи магнитных толщиномеров;
- Металлографическим анализом на образцах-свидетелях.
И напоследок проверяется качество сцепления цинкового слоя. Особое внимание уделяется участкам с резьбой или с местами сварки! Для контроля адгезии используется один из четырех методов:
- сетка царапин;
- нагрев;
- крацевание;
- удары поворотным молотком.
А чё там с толщиной покрытия? это же ваще критично чтоб ржавчина не пролезла. и как там температуру держат чтоб не перегреть? а то металл может деформироваться. и чё за цинк там льют? есть же разные марки, от этого тоже зависит всё.
Да ну и правильно что в цехах! Иначе чо за безопасность где ж контроль качества? а то как обычно в гаражах делать начнут а там всякое бывает металл разъест пожегам все.. цинк наше все!
А чё там с этой пылью делать надо? опасно это или нет? а то у нас как обычно сначала сделаем а потом думаем…
Да ну чето как-то дорого выходит цинковка щас, прям нереально по ценам. Альтернативы есть хоть? А то металл ржаветь будет если не цинковать, а так… капец.
ГОСТ 9 это база конечно, без него никак, но опыт тоже важен. А то зацинкуют как-то не так и ржаветь будет через пару лет.
Ага понятно значит не ржаветь будет даже в тропиках это круто! А как долго вообще цинк держится? И дорого это?