
- Достоинства и недостатки горячего цинкования
- Сравнение с другими методами цинкования.
- Особенности покрытия горячим цинком
- Как отличить оцинкованный металл от обычного
- Схема участка горячего цинкования
- Технологический процесс горячего цинкования. Обезжиривание
- Состав и режим химического обезжиривания горячего цинкования
- Механический метод очистки
- Состав и режим флюсования
- Tехнологический процесс горячего цинкования. Финишная обработка
- Разгрузка металлоизделий
- Преимущества метода
- Как выполняется горячее цинкование
- Подготовка металлического изделия к процедуре
- Как осуществляется технологический процесс
- Технология гальванического цинкования металла
- Свойства цинкового покрытия. Для каких изделий используется
- Стоимость горячего цинкования. Факторы, влияющие на формирование цены.
- Технологический цикл горячего цинкования
- Преимущества и недостатки горячего цинкования
- Твердость цинка
- Простой способ цинкования в домашних условиях
- Получение цинкового состава
- Подготовка к нанесению покрытия
- Нанесение цинковой пленки
- Оборудование для горячего цинкования металла (стали)
Достоинства и недостатки горячего цинкования
- превосходная коррозионная устойчивость полученного покрытия в нейтральных средах;
- приемлемая цена;
- высокая производительность процесса;
- хорошая теплопроводность покрытия;
- оцинкованный слой не теряет своих защитных свойств даже при его повреждении.
- невозможно наносит тонкие слои цинка, цинковать резьбы, небольшие отверстия, сложнопрофильные издлия;
- технология не подходит для небольших штучных заказов;
- сложно соблюсти равномерность покрытия;
- высокий расход цинка;
- непрезентабельный внешний вид – серый матовый цвет, не подходит для декоративных изделий;
- невозможно покрывать изделия, превышающие габариты ванны для их погружения.
Сравнение с другими методами цинкования.
Есть и другие способы нанести защитный слой на деталь.
Гальваническое цинкование. Данный вид оцинковки применяется изделий с жесткими требованиями по соблюдению толщины покрытия, а так же для мелких деталей (метиз, крепеж). Внешний вид деталей более привлекательный, высокая степень блеска покрытия. Но коррозионная устойчивость значительно ниже. При большом размере изделий нанесение покрытия гальваническим методом всегда дороже горячего.
Термодиффузионное. Здесь цена выше, причем почти в 2 раза! А вот качество защитного слоя примерно на одном уровне. Внешне продукция декоративной не является. Данный метод не подходит для деталей у которых есть пластиковые вставки. Зато «похвастаться» качеством работы на изделиях с резьбой (тут слой цинка будет равномерным)! При этом производство не вредит окружающей среде.
Дакромет (дельта) цинкование. Задействовано в автопромышленности. Хорошо подходит для крепежных изделий благодаря возможности нанести тонкий слой. Цена, качество защитного слоя и внешний вид готовых изделий незначительно аналогичны горячему цинкованию. Не подвержено водородному охрупчиванию. А вот адгезия подвела!
Газотермическое напыление. С его помощью можно создавать толстые слоя цинка от 200 микрон, причем прямо во время монтажа крупногабаритных элементов и конструкций. Не подходит для деталей с резьбой, метизов и изделий с наличием внутренних полостей, диаметр которых менее 50 см. Защитные свойства умеренные.
Цинк-ламельное покрытие. Покрытие состоит из порошка цинка, алюминия и связующей основы, в качестве которой выступают органические и неорганические смолы. Отличительными особенностями являются термостойкость и пластичность покрытия (не подвержено водородной хрупкости). Покрытие декоративное, ему возможно придать любой цвет.
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Особенности покрытия горячим цинком

На сталях с высоким содержанием кремния и/или фосфора (из-за неоднородности химического состава стали), (слоя у поверхности, структуры поверхности, чужеродных вкраплений), а также на толстостенных изделиях наблюдается разнооттеночность покрытия. Серая поверхность состоит из сплава цинк-железо, выходящего на поверхность, а более светлые места – это чистый цинк. В случае стали с неблагоприятным содержанием кремния и фосфора может появиться значительное утолщение покрытия и ухудшение его адгезии, видимым эффектом этого явления, может быть шероховатая поверхность с серой и тёмно-серой окраской, переходящей со временем даже в коричневый оттенок.
Цинковая поверхность на том же изделии может быть неоднородной; могут появиться пятна разной степени глянца, серой матовости и шероховатости. Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия.
Однако это не может являться браковочным признаком, поскольку, кроме внешнего вида, отрицательных моментов нет – он не влияет на срок службы покрытия, а через какое-то время (в течение 1-1,5 года) цвет конструкции станет одинаковым).
Белая коррозия (бело-серые пятна, возникающие под влиянием атмосферных факторов), а также так называемые «кровавые потёки» (остатки флюса и кислоты в местах неплотной сварки) не являются основанием для претензий на качество оцинкованной поверхности.
Вышеуказанные проблемы являются наиболее характерными для сталей марки 09Г2С, что обусловлено особенностями их химсостава.

Наиболее часто проявляются дефекты цинкового покрытия для сталей 09Г2С, которые не являются основанием для предъявления претензий:
1. Повышенная толщина образующегося цинкового покрытия.
2. Разная толщина цинкового покрытия.
3. Повышенное образование гард-цинка.
4. Пониженная адгезия цинкового покрытия к металлу.
5. Пониженная плотность цинкового слоя.
6. Внешний вид покрытия (отсутствие блеска, неровности, потеки, серый цвет).
Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
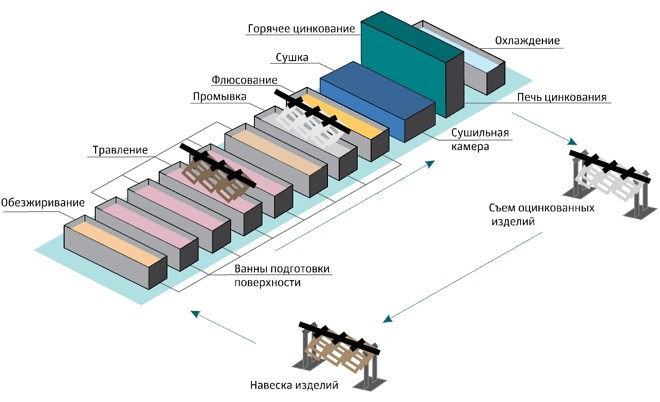
Схема участка горячего цинкования

Технологический процесс горячего цинкования. Обезжиривание
Процесс предварительной подготовки перед горячим цинкованием включает в себя удаление с обрабатываемой поверхности органических (жировых) и неорганических (пыль, стружка) загрязнений.
Обезжиривание изделий может производиться:
· химическим способом,
· электрохимическим методом,
· путем термической обработки (отжиг).
Химическое и электрохимическое обезжиривание производятся в водных растворах, содержащих щелочь (натр едкий), тринатрийфосфат, жидкое мыло. Поверхностно — активные вещества вводят в рабочий раствор для уменьшения коэффициента сцепления масла и жировых загрязнений с обрабатываемой поверхностью.
Состав и режим химического обезжиривания горячего цинкования
• Натр едкий – 25 г/л,
• Сода кальцинированная – 50 г/л,
• Тринатрийфосфат – 15г/л,
• Жидкое стекло – 3 г/л.
Температура рабочего раствора находится в диапазоне от 80 до 90 ° С.
Альтернативой щелочного обезжиривания при горячем цинковании может служить кислотное удаление жировых пленок и неорганических загрязнений. Основным компонентом рабочего раствора является фосфорная кислота. Рабочая температура технологической операции – 40 ÷ 50 ° С.
Состав рабочего раствора такой же, как и при химическом обезжиривании.
Температура электрохимического процесса – 70 ÷80 ° С.
Плотность тока – 2 ÷ 5 А/дм2.
ЭХО активно используется для удаления травильного шлама.
Недостатком электрохимического обезжиривания является:
· наводораживание поверхностного слоя, потому закаленные тонкостенные детали не следует обрабатывать таким способом;
· низкая рассеивающая способность (сложнопрофильные, рельефные изделия не очищаются должным образом в глубоких канавках и впадинах).
Для удаления остатков щелочного раствора, эмульсии и других остаточных продуктов, обрабатываемые изделия тщательно промывают сначала в промывке с горячей водой, а затем в холодной проточной воде.
Следы коррозии, термическую окалину можно удалить с обрабатываемой поверхности, применяя
· химическую обработку — травление,
· механический способ.
При химическом удалении загрязнений с металлической поверхности в процессе горячего цинкования используются кислотные составы:
• 18 ÷ 22 % — ный водный раствор серной кислоты,
• 20 ÷ 25 % — ный водный раствор соляной кислоты.
Каждый травильный состав обладает определенными специфическими свойствами.
При химической обработке в серной кислоте термическая окалина удаляется на 15 ÷ 20 % от основного объема, при травлении в соляной кислоте этот показатель увеличивается до 40 ÷ 50%.
После травления в кислотном соляном растворе поверхность имеет более гладкую текстуру, чем после обработки в серном растворе.
Травление обрабатываемого изделия в серной кислоте может привести к повреждению матричной основы («растравливанию»). Для устранения этой проблемы используют специальные ингибиторы.
Химическая обработка в соляной кислоте практически не наводораживает поверхностный слой изделия.
Для травления в серной кислоте рабочий раствор необходимо нагреть до 60 ÷ 80 °C.
Себестоимость состава травления в соляной кислоте выше, чем в серном растворе.
Отработанную серную кислоту можно использовать в дальнейшем для других технологических нужд.
Механический метод очистки
Сущность метода — воздействие на обрабатываемую поверхность мелких, дисперсионных частиц под высоким давлением.
Оборудование для очистки – дробеструйный агрегат, дробеметный аппарат.
Промывка производится в проточной воде. Служит для удаления травильного раствора и остатков химического воздействия. Температура технологической операции – 25 ÷ 30°C.
Заключительная подготовительная операция перед цинкованием. Флюсование предназначено для химического удаления
• образовавшихся после травления металлических оксидов и солей с обрабатываемой поверхности,
• солей с поверхности расплавленного цинка в местах соприкосновения при погружении изделия в рабочий раствор,
• для улучшения параметра смачиваемости обрабатываемой поверхности расплавленным цинком при погружении (путем снижения коэффициента поверхностного натяжения цинкового расплава).
Операция по нанесению флюса может проходить двумя способами.
1. Расплавленное флюсование («мокрый» способ). Флюсовый слой находится непосредственно на зеркале расплава цинка. Обрабатываемое изделие перед оцинковкой проходит сначала безводный расплавленный флюсовый слой, а затем погружается в рабочий цинковый расплав.
2. Флюсование в специальном водном растворе с последующей сушкой. После такого способа обработки на металлической поверхности образуется слой «сухого» флюса.
Флюсовая смесь состоит из солей хлористого цинка и хлористого аммония.
Состав и режим флюсования
• раствор хлористого цинка (водный) – 150 ÷ 300 г/л.
• раствор (водный) хлористого аммония — 100 ÷ 150г/л.
Температура обработки – 60 °C.
Сушка офлюсованных изделий позволяет решить ряд технологических вопросов.
- Получение на обрабатываемой поверхности равномерного флюсового слоя.
- Подогрев изделия перед оцинковкой облегчает нагрев рабочей ванны цинкования, улучшая технологические параметры процесса.
- После сушки образуется плотная солевая пленка на обрабатываемой поверхности, которая предохраняет изделия от окисления перед цинкованием.
Сушку производят в специальных камерах. Для ускорения процесса и улучшения качества обработки сушильные камеры оснащают системой рециркуляции горячего воздуха.
Продолжительность обработки и температурный режим зависят от массы обрабатываемых изделий.
Оптимальная температура поверхности после сушки находится в диапазоне от 120 до 150°C, при таком нагреве флюс не разлагается, сохраняя технологические свойства.
Tехнологический процесс горячего цинкования. Финишная обработка
Обработанное изделие после оцинковки имеет температуру поверхности ~ 450°C. Охлаждение до комнатной температуры может производиться:
• на открытом воздухе,
• в специальной ванне с чистой водой.
Разгрузка металлоизделий
Оцинкованные изделия снимаются со специального транспортного приспособления (траверсы).
Путем шлифования убираются застывшие излишки цинкового расплава.
Контролируемые параметры технологического процесса горячего цинкования — это толщина цинкового покрытия и внешний вид изделия.Готовые изделия после технологического процесса горячего цинкования пакетируются для последующей транспортировки.
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
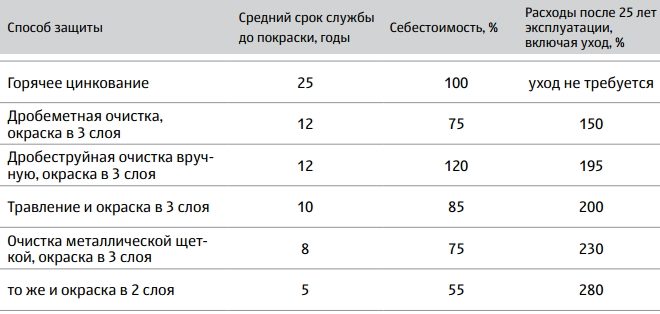
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Как осуществляется технологический процесс
Сам процесс нанесения защитного цинкового слоя, для чего может использоваться линия горячего цинкования или более простое оборудование, заключается в погружении детали в емкость с расплавленным цинком. Температура, при которой цинковый расплав находится в таких емкостях, выбирается в зависимости от ряда факторов, к числу которых относятся и геометрические параметры обрабатываемого изделия. В среднем значение такой температуры находится в интервале 420–455°.
Если в качестве оборудования применяется не агрегат для непрерывного горячего цинкования (АНГЦ), а более простые технические устройства, необходимо обеспечить выполнение следующих условий на производственном участке.
- Обязательно наличие мощной вытяжки, которая удалит из воздуха пары, интенсивно образующиеся при цинковании.
- Оборудование для горячего цинкования должно обеспечивать строгое соблюдение скорости погружения изделия в расплав, а также времени его выдержки в нем.
- Обработанная деталь после извлечения из емкости с цинком должна качественно охлаждаться.

Ванна для цинкования может достигать в длину 14 и более метров
Горячее цинкование метизов выполняется в следующей последовательности:
- Погружение изделия в емкость с расплавленным цинком.
- Выдержка, время которой может составлять от 4 до 10 минут.
- Извлечение обрабатываемой детали из емкости с расплавом, от скорости выполнения которого во многом зависит толщина формируемого покрытия.
- Охлаждение, которое может выполняться принудительно или протекать естественным путем.
Данная технология, преимущества использования которой были отмечены выше, отличается и относительно невысокой сложностью. Для осуществления такой процедуры нет необходимости готовить сложные электролитические растворы, чем на производственных предприятиях занимается гальваник.
Однако не лишена такая технология и недостатков, наиболее значимый из которых заключается в том, что размеры деталей, на которые наносится защитное покрытие, ограничены размерами емкости, содержащей расплавленный цинк. На крупных производственных предприятиях задача обработки габаритных изделий решается за счет применения агрегатов непрерывного горячего цинкования (АНГЦ).
Технология гальванического цинкования металла
Одним из популярных видов цинкования является гальваническое цинкование. Согласно технологии, электрохимический процесс протекает в специальном барабане. В результате получают белое, голубое, радужное или матово белое покрытие толщиной 10–20 мкм. Из-за столь малой величины покрытие используется в основном с декоративной целью.
Достоинствами гальванизации металла можно считать равномерность покрытия, его хорошие декоративные свойства, точность размеров и высокая производительность метода. Среди недостатков выделяются слабые защитные свойства и, соответственно, низкая устойчивость к коррозии, а также высокая вероятность повышения водородной хрупкости металла, обусловленная анодированием.

Основной сферой применения данного метода является обработка крепежных деталей, стальной сетки и гвоздей с целью защиты от коррозии. Выбор технологии гальванизации объясняется низкой себестоимостью процесса, высокой производительностью агрегатов, выполняющих обработку, и достаточным уровнем защиты крепежа.
Технология электролитического цинкования основывается на электролизе.
Сутью данного химического процесса является погружение стальных деталей в ванну с электролитом и чистым цинком. Затем к стальным деталям и к цинку подводится ток при помощи электродов. Цинк находится в специальных сетчатых секциях в виде шаров, пластин или любой другой формы.
В процессе электролиза происходит растворение цинка (он является анодом). В результате ионы цинка оседают по всей поверхности стальной детали, создавая гальваническое покрытие. Его толщина может варьироваться от 4 до 20 мкм.
Растворение анода в процессе электролиза вызвано пропусканием электротока с катодной плотностью 1-5 А/дм.
Технология гальванического цинкования металла может выполняться тремя способами: щелочным, цианидным и кислотным.
Самой распространенной технологией является цинкование в слабокислых электролитах. При помощи данной технологии достигается хороший внешний вид цинкового покрытия и высокая степень укрываемости. Помимо этого, снижается водородная хрупкость металла. Это касается углеродистых и легированных сталей. Посредством метода гальванизации можно обрабатывать чугунные и стальные изделия сложной формы.
Технология предусматривает предварительную очистку поверхности от смазки, коррозии, окалины. Затем следует процесс нанесения цинкового покрытия. Для закрепления его осветляют (травят в слабом растворе азотной кислоты) и проводят пассивацию, в результате которой цинковое покрытие становится более стойким к негативному воздействию окружающей среды, также повышаются его декоративные качества (придается блеск и нужный цвет).
Технология горячего цинкования отличается от других способов обработки металла несомненными достоинствами:

- Данная технология позволяет обрабатывать детали из металла очень сложной геометрической формы. Так, широкое распространение получила оцинковка труб.
- Если произошло механическое повреждение цинкового покрытия, то запускаются процессы самовосстановления. В некоторых случаях постороннее вмешательство даже не потребуется.
- Технология цинкования металла горячим способом приводит к созданию покрытия, особо устойчивого к воздействию жидкой среды. Если сравнивать этот метод с другими методами оцинковки, то устойчивость покрытия будет выше в 6 раз. Такие свойства позволяют использовать технологию с целью обработки труб и разного рода емкостей.
- С помощью этой технологии можно избавиться от различных дефектов обрабатываемой поверхности (поры, раковины и пр.).
- Горячее цинкование позволяет получить детали с надежным покрытием, эксплуатация которых экономически гораздо выгоднее. Такие изделия не надо будет регулярно красить или еще как-то защищать от вредного воздействия окружающей среды. Соответственно, это оптимальная технология для обработки элементов, которые в дальнейшем будут расположены в труднодоступных местах (под землей, в стенах и т. п.).
У этой технологии есть и свои недостатки. Самым весомым из них является то, что можно обработать заготовку только определенного размера, поскольку все зависит от габаритов емкости, куда погружается деталь. В условиях производства есть возможность решать данную проблему за счет использования агрегатов непрерывного горячего цинкования (АНГЦ).
Рекомендуем статьи по металлообработке
Технология горячего цинкования предполагает два этапа:
- Проводится подготовка изделия к обработке.
- Изделие окунается в расплавленный цинк, находящийся в специальной емкости, где происходит обволакивание металла цинком.
Технология цинкования металла этим способом полностью регламентируется ГОСТом 9.307-89.
В этом стандарте предписано обязательно уделять внимание подготовке поверхности перед проведением процедуры нанесения цинкового покрытия горячим способом. Предварительная подготовка поверхности должна в себя включать несколько этапов:
- тщательная механическая обработка;
- обезжиривание поверхности;
- промывка после обезжиривания;
- травление проблемных участков;
- промывка после травления;
- флюсование поверхности;
- окончательная просушка.
Механическая обработка позволяет устранить все следы загрязнений, окисления, ржавчины и шлаков. Согласно ГОСТу, обязательно удаляются все острые кромки и углы механическим способом. С этой целью могут быть применены пескоструйные установки, обычно имеющиеся в арсенале крупного производства.

Для обезжиривания используют специальные химические реагенты. Перечень подходящих для этих целей средств приведен в соответствующем ГОСТе. После обезжиривания остатки средства удаляют с поверхности изделия путем промывки.
В ГОСТе четко сказано о недопустимости наличия на обрабатываемых изделиях окисленных участков или старого цинкового покрытия. Если таковые все же есть на металлической поверхности, необходимо их обработать методом травления с применением соляной кислоты. Процесс выполняется при комнатной температуре. Концентрация кислоты зависит от степени загрязнения поверхности окислами или коррозией.
После травления также необходимо промыть изделие для удаления остатков химических средств, использовавшихся при очистке.
Технология цинкования металла горячим способом допускает среди подготовительных работ применение флюсования материала. Эта операция предотвращает окислительные процессы на поверхности и повышает сцепление наносимого покрытия с самим металлом. Для выполнения флюсования необходима температура +60 °С. Флюс наносится тонким слоем на поверхность детали. Обычно он состоит из хлорида аммония и цинка, смешанных с водой в соотношении 500 г на 1 л.

При использовании такого простого оборудования для обработки заготовок погружным методом следует соблюдать ряд условий на производственном участке:
- Должна быть установлена мощная вытяжка для удаления паров, образующихся во время цинкования.
- Скорость погружения изделия в расплав и длительность выдержки в нем должны регулироваться специальным оборудованием.
- Важно обеспечить качественное охлаждение обрабатываемого изделия после обработки цинком.
Если обработке горячим способом подвергаются метизы, то операции выполняются в следующей последовательности:
- Заготовка погружается в цинковый расплав, находящийся в специальной емкости.
- Выдерживается в емкости на протяжении 4–10 минут.
- Заготовка извлекается из емкости. Скорость извлечения может оказать влияние на толщину формируемого покрытия.
- Затем выполняется охлаждение заготовки естественным путем или принудительным способом.
Метод холодного нанесения цинкового покрытия иногда оказывается более предпочтительным, чем горячего. Основными достоинствами способа холодной защиты металлов можно считать следующие факторы:
- высокий уровень адгезии покрытия, что позволяет добиваться хорошего сцепления различных лакокрасочных средств с оцинкованной поверхностью;
- нет жестких требований по геометрической форме изделия, подвергаемого обработке;
- не требуется серьезных финансовых затрат на проведение предварительной обработки изделия перед оцинковкой;
- изделия с цинковым покрытием, нанесенным холодным способом, хорошо поддаются сварочным работам;
- выполнить оцинковку холодным способом можно даже в бытовых условиях, воспользовавшись малярным валиком, кисточкой или распылительным устройством;
- данный вид работ можно выполнять непосредственно на месте, что позволяет исключить работы по демонтажу конструкций, ее транспортировке на производство и обратно.
Помимо этого, наносить защитный оцинковочный состав холодным способом можно при температуре от -20 до +40 °С. Конечно, есть и недостатки использования данного метода обработки металлов, основным из которых является слабая стойкость к механическим повреждениям поверхности изделия. В некоторых случаях подобным минусом можно пренебречь, поскольку всегда есть возможность заново нанести цинковое покрытие на это же изделие.

Указанная холодная технология цинкования металла выполняется посредством разных антикоррозийных составов. ГОСТ 9.305–84 описывает их структуру и свойства. В нем приводятся характеристики всех существующих неорганических (неметаллических и металлических) покрытий, наносимых посредством химической и электрохимической обработки металла. Согласно стандарту, холодные составы для цинкования применяются на любых металлах, за исключением сплавов магния и сталей повышенной прочности.
По технологии холодного цинкования, большое внимание уделяется предварительной обработке металла до момента нанесения защитного состава. Вся работа выполняется в соответствии с ГОСТом, где прописан каждый этап:
- сначала с металла устраняются любые загрязнения, следы закоксованности и соли путем смыва с поверхности;
- чтобы придать поверхности определенный уровень шероховатости и устранить окалину и ржавчину, производится очистка гидроабразивным, гидродинамическим или абразивоструйным способом;
- затем необходимо просушить поверхность, если она подвергалась воздействию воды;
- финишную очистку делают только ручным способом, механически удаляя заусенцы, варочные брызги, острые кромки и углы;
- завершается подготовка обеспыливанием поверхности металла, что выполняется при помощи струи воздуха под большим давлением.
Выполнив предварительную очистку и проверив ее качество, начинают наносить специальный состав для холодного цинкования металла. В соответствии с технологией, необходимо соблюдать определенную температуру воздуха. Для каждого защитного состава она указывается производителем в инструкции. Что касается температуры самого изделия, то поверхность должна быть на 3 градуса теплее точки росы. В противном случае велика вероятность появления влаги на поверхности, что значительно снизит качество защитного покрытия.

Покрытие горячим цинком осуществляется по ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным. Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин, вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без покрытия до основного металла не являются дефектами.
Допустимо восстановление непокрытых участков, если они не шире 2 см и составляют не более 2% общей площади поверхности. Непокрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80%-85%) или газотермическим напылением цинка (минимальная толщина 120 мкм).
Свойства цинкового покрытия. Для каких изделий используется
Цинк — это барьерное покрытие. Оно защищает от ржавчины при контакте железа с окружающей средой. Доказано, что горячеосажденный цинк эффективно защищает изделия от 20 до 120 лет. Кроме того, элементы и конструкции не нуждаются в повторной окраске, а это реальная экономия!
Как правило, горячее цинкование используется для нанесения покрытия на крупные изделия простой формы. Это могут быть трубы, уголки, листы, балки, проволока и т.п. Данный метод неэффективен для изделий при наличии резьбы, маленьких отверстий или изделий, обладающих сложной формой.
Стоимость горячего цинкования. Факторы, влияющие на формирование цены.
Стоимость услуги индивидуальна, зависит от ряда параметров. Здесь учитываются габариты, форма изделия, сложность обработки, объем работы. Есть и дополнительные «опции», за которые нужно доплачивать. К примеру, создание технологических отверстий или «ушек» для креплений, снятие старого покрытия и т.п.
Одним из главных параметров формирования цены будет расход цинка, чем он выше, тем дороже.
На 2021 год цена в России на горячее цинкование будет в диапазоне от 22 000 до 40 000 рублей за тонну. Необходимо учитывайть, что многие компании берут дополнительную плату за срочность. Отдельно оговаривается стоимость оцинковки деталей весом до 100 килограммов, легких, но габаритных изделий или тех, у которых есть полости, карманы, углы. Здесь цена может варьироваться от 30 000 до 50 000 рублей за тонну.
Технологический цикл горячего цинкования
Полноценный процесс горячего цинкования включает в себя следующие технологичные этапы:
Отгрузка требующих обработки изделий в зону навески . Поскольку рассматриваемый метод один из немногих, который позволяет оцинковывать сравнительно крупногабаритные детали, то отгрузка, как правило, осуществляется при помощи специальных мостовых кранов.
Навеска металлоконструкций . Для последующей обработки доставленные на производство детали навешиваются на подвижные траверсы. Металлоконструкции распределяются и фиксируются таким образом, чтобы вся секция могла поместиться в технологические ёмкости на дальнейших этапах. Также важно навесить изделия так, чтобы они могли контактировать с жидкостями, в которые они будут погружаться, всей поверхностью, не мешая друг другу.
Предварительная обработка металлоконструкций. Перед цинкованием горячим методом изделия из стали подвергаются обязательной многоэтапной подготовке. Она заключается в попеременном погружение траверсы с вывешенными деталями в ванны с технологическими жидкостями. В том числе, в этих ваннах проводится обезжиривание, очистка, травление (за счёт чего обеспечивается проникновение цинка в кристаллическую решётку металла), удаление следов кислоты, покрытие защитным флюсом. Также на данном этапе выполняется предварительный подогрев металла перед погружением в расплавленный цинк, что позволяет избежать деформации изделий из-за резкого перепада температур.

Сушка и предварительный разогрев . Осуществляется в специальной многоступенчатой печи, в которую подаётся разогретый и очищенный воздух. В результате перед оцинковкой с металлоконструкций испаряются следы предварительной подготовки в ваннах с жидкостями, а также происходит их дополнительный прогрев.
Цинкование . Основной технологический этап процесса горячего цинкования металла. Выполняется путём транспортировки траверсы с подготовленными металлическими изделиями в закрытую со всех сторон печь, в которой расположена ванна с расплавленным цинком. Его температура поддерживается на постоянном уровне в районе +450°C при помощи высокоскоростных газовых горелок. Герметичность печи нужна по двум причинам.
Во-первых, это необходимо для обеспечения безопасности людей, которые работают на производстве. Во-вторых, в процессе цинкования выделяются разогретые до высокой температуры газы, которые нуждаются в очистке перед выбросом в атмосферу. Кроме того, тепловая энергия этих газов используется вторично для подогрева технологических жидкостей на этапе предварительной подготовки металлических изделий.
Снятие, сортировка и отгрузка оцинкованных металлоконструкций . По завершению процесса цинкования в ванне с расплавленным цинком траверса с вывешенными изделиями автоматически направляется в зону для их снятия и сортировки, после чего выполняется погрузка металлоконструкций на транспорт для отправки заказчику.
Несмотря на кажущуюся сложность описанного процесса, метод горячего цинкования является одним из самых простых и экономически выгодных. Кроме того, благодаря внедрению тех или иных технологических этапов возможно получать в итоге антикоррозионную защиту с многочисленными преимуществами по сравнению с другими методами цинкования.
Преимущества и недостатки горячего цинкования


Преимущества горячего цинкования :
— сравнительно невысокая стоимость реализации технологического процесса;
— высокая производительность автоматизированных линий (до 30 000 тонн в год);
— возможность цинкования тяжёлых и крупногабаритных металлоконструкций (до 6 тонн и 13×2×3,1 м);
— толщина защитного покрытия 45-200 мкм. Для крупногабаритных изделий толщина может составлять более 200 мкм;
— высокая прочность удержания защитного покрытия на металле за счёт проникновения цинка в кристаллическую решётку железа;
— высокая стойкость к механическим повреждениям;
— отличная способность защитного покрытия к самовосстановлению;
— высокая коррозионная устойчивость.
— невозможно наносить слой цинкового покрытия тоньше 45 мкм;
— неравномерность защитного покрытия;
— непрезентабельный внешний вид обработанных деталей — тёмно-серый, матовый.
Можно сделать вывод, что горячее цинкование является идеальной технологией для антикоррозионной обработки крупных и средних по размеру металлоконструкций, которые нуждаются в максимальной защите от коррозии, но не имеют высокоточных поверхностей, отверстий, резьбы, фасок и других прецизионных технологических решений. После ознакомления с этапами технологии также должно быть понятно, что горячим цинкованием невозможно обработать неподвижные стационарные металлоконструкции. То есть, те, которые нельзя доставить на производство.
Твердость цинка
Прочность любого лакокрасочного покрытия определяется прочностью связующего.
Лаки по твердости, в соответствии с международными стандартами ISO 15184, ASTM D 3363, SIS 184187, NEN 5350, ECCA Test Method, определяется с помощью карандашных грифелей по шкале 6В-5В-4В-3В-В-НВ-F-Н-2H-3H-4H-5H-6H-7Н-8Н-9Н, где 6В является показателем наименьшей, а 9Н – наивысшей твёрдости. Она соответствует по твердости карандашу 2Т.
Твердость покрытия горячим цинкованием равна твердости металла. Цинк. А под цинком у нас находится железо.
По ювелирной шкале Мооса:

Свинец — 1,5 Янтарь (гипс) — 2 Цинк (алюминий, золото, серебро) — 2,5-3 Медь — 3 Железо — 4 Сталь — 5 Стекло — 6 . Алмаз — 10
Простой способ цинкования в домашних условиях
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
Оборудование для горячего цинкования металла (стали)
Основной задачей цинкования металла является образование непроницаемого для окружающей среды покрытия, защищающего основной металл от необратимого процесса коррозии. Цинкование поверхности металла, особенно стали, это наиболее эффективный способ борьбы с коррозией, т.к. металлический цинк обладает уникальными химическими свойствами. Вода практически не вступает во взаимодействие с цинком. При контакте с воздухом цинк образует равномерную устойчивую непроницаемую пленку из оксида цинка (ZnO) и карбоната цинка (ZnCO3 ), в отличие от ржавчины, которая создает пористую проницаемую структуру, не защищая основной металл, что приводит со временем к его полному разрушению. Дополнительным преимуществом цинка является то, что он имеет более низкий электрохимический потенциал, чем железо и в присутствии воды цинк выполнят функцию анода, а железо выступает катодом и поверхность основного металла (стали) во влажной среде пассивируется, что тормозит коррозионные процессы окисления. Это свойство цинка дает ему неоспоримые преимущества перед остальными способами защиты стали от коррозии. Цинк является довольно мягким металлом, но даже в случае механического нарушения защитного слоя, цинк, в присутствии влаги являясь анодом, «затягивает» возникшее повреждение, образуя новый защитный слой.
Существуют следующие виды цинкования стальных изделий:
- холодное цинкование покраской
- цинкование напылением (газотермическое напыление цинка)
- гальваническое цинкование
- термодиффузионное цинкование
- горячее цинкование
Холодное цинкование покраской осуществляется нанесением на подготовленную стальную поверхность жидкой смеси, содержащей мелкодисперсный цинковый порошок и жидкое связующее. При этом методе цинкования готовая поверхность содержит 89-93% цинка, а толщина слоя может существенно варьироваться. Метод холодного цинкования не технологичен и приводит к существенному удельному расходу цинка и применяется для цинкования уже собранных металлоконструкций, восстановления поврежденной поверхности на металлических изделиях после эксплуатации, а также для цинкования единичных стальных изделий в ограниченных количествах. Из-за пористой структуры слоя цинка требуется дополнительное лакокрасочное покрытие.
Цинкование напылением (газо-термическое напыление цинка) осуществляется распылением в потоке горячего газа (например, воздуха) расплавленного цинка. Расплавленный цинк для распыления получают газопламенным или электродуговым способом плавления. Также как и холодное цинкование покраской метод газо-термического напыления мало технологичен и используется для покрытия цинком крупногабаритных деталей и металлоконструкций. Метод не применим для цинкования внутренних полостей небольшого диаметра и мелко-профильных поверхностей. Толщина покрытия обычно превышает 200 мкм. Слой цинка имеет более надежное сцепление с металлом, чем при холодном цинковании, однако также имеет пористую структуру и требует дополнительного лакокрасочного покрытия.
Гальваническое цинкование проводится в электролите содержащим соли цинка под действием постоянного тока. При этом стальная деталь является катодом, а пластина цинка – анодом. Метод цинкования в электролите не имеет широкого промышленного применения. Толщина цинкового гальванического покрытия составляет 20 – 30 мкм. Методом гальванического цинкования поверхности изделий обычно пользуются для декоративных целей.
Термодиффузионное цинкование проводится в ограниченном пространстве муфельной печи или реторты, в которое помещаются цинкуемые стальные детали и цинковая порошковая смесь для термодиффузионного цинкования. При температурах 400 0 С – 550 0 С происходит проникновение цинкового тумана в поверхностный слой стального изделия. При данном методе образуется прочный слой цинка, толщина которого определяется потребностями заказчика, но обычно не менее 25 мкм. Термодиффузионное цинкование позволяет наносить тонкие покрытия на маленькие металлические изделия со сложной конфигурацией, в том числе внутренними углублениями, отверстиями и резьбой. Недостатком данного метода является периодичность процесса, возможность его применения к ограниченному размеру деталей и высокая себестоимость нанесения покрытия.
Горячее цинкование является самым высокопроизводительным и технологичным способом нанесения покрытия. Качество покрытия, а также ее надежность и долговечность существенно превосходят другие методы цинкования. Покрытие цинком методом горячего цинкования осуществляется погружением изделия из стали в ванну с расплавленным цинком при температуре 440 – 470 0 С. Толщина цинкового покрытия находится в диапазоне 30 – 100 мкм. Данный метод особенно эффективен при непрерывном технологическом процессе, например, при цинковании рулонной стали или стальной проволоки, а также при непрерывно-периодическом процессе цинкования отдельных стальных деталей от 0,5 до 12 метров. Более мелкие изделия, например, крепеж цинкуют, опуская в ванну с цинком специальный барабан, однако после цинкования резьбовые соединения требуют дополнительной механической обработки.
Все перечисленные методы цинкования при промышленном применении всегда имеют ряд этапов:
- подготовка поверхности (очистка, травление, сушка)
- нанесение покрытия
- сушка
- нанесение защитного слоя (лака, краски)
Последняя стадия является не обязательной, но желательной. Цинк является мягким металлом и нанесение дополнительного защитного слоя увеличивает твердость покрытия и соответственно долговечность защиты.
Исходя из выше изложенного, можно сделать вывод, что наиболее эффективным методом борьбы с коррозией металла является цинкование его поверхности. Наиболее технологичным с точки зрения автоматизации процесса, оптимальным по качеству покрытия в сочетании с высокой производительностью и себестоимостью является метод горячего цинкования стали.
Специалисты производственно- инжиниринговой компании ENCE GmbH в соответствии с техническим заданием и потребностями заказчика готовы разработать, скомплектовать и осуществить поставку «под ключ» следующие автоматизированные технологические линии для горячего цинкования в широком диапазоне производительности для различных стальных изделий:
Производственно-инжиниринговая компания ENCE GmbH поставляет также вспомогательное оборудование и запасные части к линиям горячего цинкования. На своей производственной площадке в Республике Корея – машиностроительный завод BUKANG компания производит по разработанным чертежам погружное оборудование и специальные детали из специального сплава – стеллен, который имеет повышенную устойчивость и работоспособность при работе в расплаве цинка. Сервисные инженеры нашей компании готовы выехать на действующее предприятие для оценки работы действующего оборудования, снять размеры проблемных быстроизнашивающихся деталей и предложить аналоги из высокопрочных и износостойких сплавов или предложить комбинированные детали с керамическим покрытием или вставкой. Кроме того компания ENCE GmbH предоставляет заказчикам следующее вспомогательное оборудование:
Специалисты производственно-инжиниринговой компании ENCE GmbH готовы оказать техническую помощь и дать консультацию по любому оборудованию, входящему в комплект линии горячего цинкования, а также по индивидуальному заказу провести модернизацию действующего производства с целью повышения производительности цинкования, повышения качества покрытия и снижения себестоимости производства готовой продукции.
да это ваще круто про зеркальный блеск! а то вечно какой-то матовый выходит а тут типа как новенькое все! интересно как добиться чтоб прям зеркало было а не просто блеск?
да ну ваще идеально чото я не знал раньше про такое цинкование прям огонь 👍 реально для каких то больших штуковин то че надо а не краска всяка
А чё за дистиллированая вода такая? обычная вода чё не подойдёт? ваще не понимаю зачем это всё надо. но статья норм вроде.
даааа круто цинк это тема! а как это на обычных вещах делать? типа на металлолом? 500 грамм на литр это много или мало? а если не вода а что-то другое?
Да ну, цинк это да, понятно. А как узнать расход то? Ну чтоб прикинуться хотя бы?