
- Контроль качества покрытия, браковочные признаки
- Как выполняется горячее цинкование
- Подготовка металлического изделия к процедуре
- Как осуществляется технологический процесс
- Ограничения горячего цинкования
- Достоинства и недостатки горячего цинкования
- Цифры о компании ЦИНКОР
- У вас есть вопросы? Позвоните или напишите нам!
- Суть и назначение процесса цинкования металла
- Все о горячем цинковании
- Твердость цинка
- Особенности покрытия горячим цинком
- Свойства и преимущества оцинкованных покрытий
- Цинкование с фосфатированием
- Как отличить оцинкованный металл от обычного
- Гальванизация
- Преимущества горячего цинкования
- Чем холодное цинкование выгоднее горячего
- Что такое цинкование?
- Технологические процессы методов
- Преимущества и недостатки методов
- Вывод
- Подготовка поверхности
- Сравнение с другими методами цинкования.
- Холодное или горячее цинкование
- Суть горячего и холодного цинкования
- Холодное и горячее цинкование – достоинства и недостатки методов
- Преимущества метода
- Свойства цинкового покрытия. Для каких изделий используется
- Стоимость горячего цинкования. Факторы, влияющие на формирование цены.
- Часто задаваемые вопросы связанные с горячим цинкованием
Контроль качества покрытия, браковочные признаки
После окончания работ следует провести осмотр изделия на наличие недостатков и дефектов. Качество горячего цинкования регламентируется ГОСТом 9.307-89. Требуется соблюсти следующие критерии.
- Слой цинка обязан быть сплошным;
- Покрытие должно быть матовым темно-серого или серебристо-глянцевого цвета;
- На поверхности оцинкованного изделия не допускаются наплывы. Вкрапления гартцинка (осадка) если и имеются, то не более 2 мм.
- ГОСТом допускается как гладкое, так и шероховатое покрытие;
Ряд признаков, которые не считаются дефектами:
- рябизна и незначительные неровности поверхности;
- радужные оттенки или пятна в светло-серых тонах;
- незначительные металлические царапины защитного слоя, если металл-основа не виден невооруженным глазом.
Кроме того, если имеются участки с пробелами, площадь которых не превышает 2% от общей, их можно обработать составами для холодного цинкования или методом газотермического напыления. Аналогично устраняются и непокрытые цинком участки, в диаметре до двух сантиметров.
Согласно вышеупомянутому ГОСТу толщина защитного цинкового слоя должна быть в диапазоне 40 — 200 мкм. Либо она прописывается в паспорте изделия, исходя из его особенностей и условий эксплуатации.
Проверку данного параметра следует проводить до начала хроматирования (нанесение дополнительной защитной пленки поверх цинка) либо нанесения консервационных смазок. Есть два способа:
- при помощи магнитных толщиномеров;
- Металлографическим анализом на образцах-свидетелях.
И напоследок проверяется качество сцепления цинкового слоя. Особое внимание уделяется участкам с резьбой или с местами сварки! Для контроля адгезии используется один из четырех методов:
- сетка царапин;
- нагрев;
- крацевание;
- удары поворотным молотком.
Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
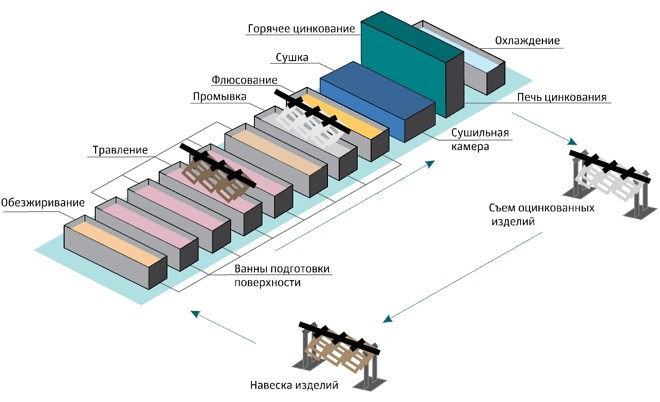
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
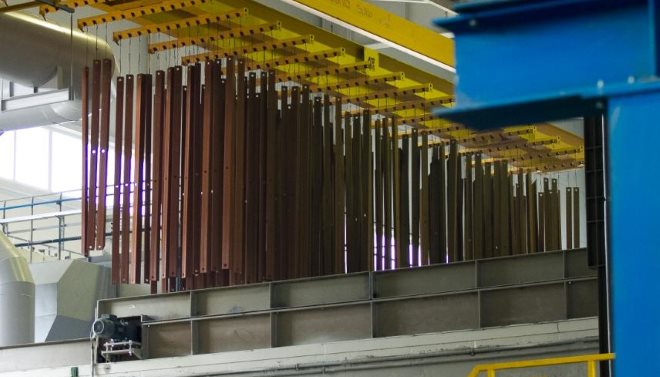
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Как осуществляется технологический процесс
Сам процесс нанесения защитного цинкового слоя, для чего может использоваться линия горячего цинкования или более простое оборудование, заключается в погружении детали в емкость с расплавленным цинком. Температура, при которой цинковый расплав находится в таких емкостях, выбирается в зависимости от ряда факторов, к числу которых относятся и геометрические параметры обрабатываемого изделия. В среднем значение такой температуры находится в интервале 420–455°.
Если в качестве оборудования применяется не агрегат для непрерывного горячего цинкования (АНГЦ), а более простые технические устройства, необходимо обеспечить выполнение следующих условий на производственном участке.
- Обязательно наличие мощной вытяжки, которая удалит из воздуха пары, интенсивно образующиеся при цинковании.
- Оборудование для горячего цинкования должно обеспечивать строгое соблюдение скорости погружения изделия в расплав, а также времени его выдержки в нем.
- Обработанная деталь после извлечения из емкости с цинком должна качественно охлаждаться.

Ванна для цинкования может достигать в длину 14 и более метров
Горячее цинкование метизов выполняется в следующей последовательности:
- Погружение изделия в емкость с расплавленным цинком.
- Выдержка, время которой может составлять от 4 до 10 минут.
- Извлечение обрабатываемой детали из емкости с расплавом, от скорости выполнения которого во многом зависит толщина формируемого покрытия.
- Охлаждение, которое может выполняться принудительно или протекать естественным путем.
Данная технология, преимущества использования которой были отмечены выше, отличается и относительно невысокой сложностью. Для осуществления такой процедуры нет необходимости готовить сложные электролитические растворы, чем на производственных предприятиях занимается гальваник.
Однако не лишена такая технология и недостатков, наиболее значимый из которых заключается в том, что размеры деталей, на которые наносится защитное покрытие, ограничены размерами емкости, содержащей расплавленный цинк. На крупных производственных предприятиях задача обработки габаритных изделий решается за счет применения агрегатов непрерывного горячего цинкования (АНГЦ).
Ограничения горячего цинкования
Опасно при неосторожном обращении
Процесс горячего цинкования включает в себя работу с расплавленными цинковыми ваннами и растворами для обработки поверхности, содержащими агрессивные химикаты, такие как кислоты, а также тяжелые предметы и конструкции.
Эти химикаты могут раздражать дыхательную систему при вдыхании и вызывать сыпь на коже при контакте.
Расплавленные растворы и горячие предметы могут вызвать ожоги, которые могут оказаться смертельными, а неправильное обращение с тяжелыми заготовками может привести к несчастным случаям и поставить под угрозу жизнь оператора.
Поэтому при проведении процесса горячего цинкования следует применять соответствующие протоколы безопасности, такие как ношение защитного снаряжения, соблюдение безопасного расстояния при работе с тяжелыми заготовками и т.д.
Несмотря на то, что процесс горячего цинкования относительно дешевле, чем многие другие процессы нанесения слоев, первоначальные и текущие затраты на него непосильны для любителей и небольших производств.
Оборудование, необходимое для процесса горячего цинкования, занимает значительную площадь и требует сертификации и обучения перед началом работы, что делает его непрактичным для любителей.
Восприимчивость к износу
Оцинкованный слой может быть поврежден при воздействии абразивных веществ, в результате чего может быть поврежден основной материал.
Процесс горячего цинкования ограничен железными и стальными заготовками.
Таким образом, применение процесса горячего цинкования ограничено.
Достоинства и недостатки горячего цинкования
- превосходная коррозионная устойчивость полученного покрытия в нейтральных средах;
- приемлемая цена;
- высокая производительность процесса;
- хорошая теплопроводность покрытия;
- оцинкованный слой не теряет своих защитных свойств даже при его повреждении.
- невозможно наносит тонкие слои цинка, цинковать резьбы, небольшие отверстия, сложнопрофильные издлия;
- технология не подходит для небольших штучных заказов;
- сложно соблюсти равномерность покрытия;
- высокий расход цинка;
- непрезентабельный внешний вид – серый матовый цвет, не подходит для декоративных изделий;
- невозможно покрывать изделия, превышающие габариты ванны для их погружения.
Этап контроля включает в себя визуальную проверку оцинкованных заготовок, чтобы определить, были ли они полностью оцинкованы или нет.
Помимо визуального контроля, заготовки также проверяются магнитным толщиномером и неразрушающим ультразвуковым контролем для обеспечения равномерности толщины покрытия.
Весь процесс горячего цинкования занимает около двенадцати часов.
Цифры о компании ЦИНКОР
- Более 160 тонн продукции отгружено за 2018 год
- Наши постоянные клиенты — более 550 предприятий (от небольших кузниц до крупных заводов)
- Более 600 частных клиентов купили наши покрытия в 2018 году
Дополнительная скидка в 350 рублей, при заказе через сайт.
У вас есть вопросы? Позвоните или напишите нам!
Мы поможем выбрать покрытие, которое окажется для вас оптимальным!
Звоните прямо сейчас и приобретите нашу продукцию по самой выгодной цене!
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
Цинкование алюминия и других видов металлов происходит с использованием разных методов, однако наибольшее влияние на эффективность результата данной процедуры оказывает класс толщины цинкового слоя, который определен по ГОСТ 14918-80.
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.

Покрытие горячим цинком осуществляется по ГОСТ 9.307-89 «ЕЗСКС, Покрытия горячие цинковые. Общие требования и методы контроля». Выписка из ГОСТ 9.307-89 (п.2.Требования к покрытию):
2.1. Внешний вид покрытия
2.1.1. При внешнем осмотре поверхность цинкового покрытия должна быть гладкой или шероховатой, покрытие должно быть сплошным. Цвет покрытия от серебристо-блестящего до матового темно-серого.
2.1.2. На поверхности изделий не должно быть трещин, забоин, вздутий.
2.1.3. Наличие наплывов цинка недопустимо, если они препятствуют сборке. Крупинки гартцинка диаметром не более 2 мм, рябизна поверхности, светло-серые пятна и цвета побежалости, риски, царапины, следы захвата подъемными приспособлениями без покрытия до основного металла не являются дефектами.
Допустимо восстановление непокрытых участков, если они не шире 2 см и составляют не более 2% общей площади поверхности. Непокрытые участки защищают слоем цинкосодержащего лакокрасочного покрытия (минимальная толщина 90 мкм, массовая доля цинка в сухой пленке 80%-85%) или газотермическим напылением цинка (минимальная толщина 120 мкм).
Все о горячем цинковании

Горячее цинкование – самый надежный, наиболее эффективный и при этом довольно-таки старый метод защиты изделий от коррозионных воздействий. Горячее цинкование позволяет обеспечить надежную защиту поверхности металлических конструкций от разрушающего воздействия окружающей среды. На элементах образуется защитный слой, который равномерно покрывает детали, а его толщина колеблется в среднем от 30 до 120 мкм. Горизонтальная ванна длиной 13 м шириной 1,8 м и глубиной 2 м позволяет цинковать трубы больших диаметров, опоры ЛЭП и различных металлоконструкций. Средний срок эксплуатации оцинкованных изделий, в зависимости от условий их использования, составляет 25-30 лет .
За счет горячего цинкования, покрытие обеспечивается не только барьерной, но и электрохимической защитой металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
По стоимости выполнения и по долговечности покрытие с горячим цинком превосходит другие виды цинкования, например электрохимическое. Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить долгое время, полностью сохранив при этом свои защитные свойства.
Суть цинкования при любой технологии его реализации сводится к тому, чтобы защитить металл от появления коррозии. В зависимости от применённой методики защитный слой может укутывать поверхность материала, либо дополнительно соединяться с ним за счёт диффузного взаимодействия.
Благодаря свойствам цинка при контакте с атмосферным кислородом на его поверхности моментально образуется оксидная плёнка, которая обладает высокой плотностью и прочностью, за счёт чего она не пропускает к металлу атмосферный кислород и не разрушается от механического воздействия.
Таким образом — оцинкованный металл оказывается в надежной воздухонепроницаемой оболочке, защищающая его от разрушающей коррозии.
В случае механического воздействия, оксидная плёнка повреждается, оголённый цинк тут же взаимодействует с атмосферным кислородом, который образует новый защитный слой. Благодаря этому свойству оцинковку называют самовосстанавливающейся защитой металла от коррозии.


Существует несколько методик цинкования металла, которые имеют своими особенностями. Выбранный метод существенно влияет в той или иной степени на получаемый результат, так как в зависимости от сферы эксплуатации металлических изделий и конструкций экономически выгодно применять далеко не все технологии оцинковки.
Методы цинкования отличаются между собой следующими свойствами:
Толщиной защитного покрытия — если для габаритных металлоконструкций чем большим будет слой защиты, тем лучше, то для высокоточных мелких деталей необходимо применять цинкование, при котором можно выбирать и контролировать толщину антикоррозионного покрытия. Реализовать это позволяет далеко не всякая технология.
Равномерностью толщины оцинковки — опять же, чем мельче и точнее металлическая деталь, тем выше требования к наносимому на неё защитному покрытию. Например, для опоры ЛЭП не имеет значение, насколько равномерно она будет укрыта цинком, тогда как для деталей, имеющих отверстия, резьбу и фаски — равномерность слоя цинка крайне важна.
Прочностью удержания защитного покрытия на металле — этот параметр сильно зависит от того, каким методом было выполнено цинкование. Так, например, при рассмотренном далее горячем цинке, он не только покрывает поверхность изделия, но также соединяется с ним на молекулярном уровне, что существенно повышает прочность удержания защиты на металле.
Внешним видом оцинкованной детали — в зависимости от применяемой технологии поверхностный слой оксида цинка может быть матовым, глянцевым, а также отличаться оттенками от тёмно-серого до голубоватого.
Стойкостью к механическим повреждениям — чем данный параметр выше, тем дольше продержится защита на изделиях, которые подвергаются тем или иным физическим нагрузкам и агрессивным факторам.
Способностью к самовосстановлению — это способность зависит от толщины нанесённого на металл цинка и характера эксплуатации конструкции или изделия.
Коррозионной устойчивостью — является общим свойством обработанного изделия, которое складывается из совокупности нескольких факторов. В том числе, устойчивость оцинкованной детали к коррозии зависит от толщины цинкового слоя, его равномерности, прочности удержания, а также от стойкости к механическим повреждениям и способности к самовосстановлению.

В современной промышленности наибольшей распространённостью различают следующие технологии цинкования:
Горячее — выполняется посредством погружения обрабатываемых изделий в расплавленный цинк.
Холодное — осуществляется по абсолютной аналогии с обычным окрашиванием вручную или при помощи напыления.
Гальваническое — реализуется путём погружения обрабатываемых деталей в цинкосодержащий электролит, через который пропускается электрический ток.
Термодиффузионное — слой защитного покрытия формируется при помещении обрабатываемой детали в среду, насыщенную порошкообразным цинком.
Газотермическое — на обрабатываемую деталь направляется газовая горелка и в пятно наибольшего нагрева подаётся цинковая проволока или цинковый порошок.
Рассмотрим основные достоинства, недостатки и технологию горячего цинкования
Твердость цинка
Прочность любого лакокрасочного покрытия определяется прочностью связующего.
Лаки по твердости, в соответствии с международными стандартами ISO 15184, ASTM D 3363, SIS 184187, NEN 5350, ECCA Test Method, определяется с помощью карандашных грифелей по шкале 6В-5В-4В-3В-В-НВ-F-Н-2H-3H-4H-5H-6H-7Н-8Н-9Н, где 6В является показателем наименьшей, а 9Н – наивысшей твёрдости. Она соответствует по твердости карандашу 2Т.
Твердость покрытия горячим цинкованием равна твердости металла. Цинк. А под цинком у нас находится железо.
По ювелирной шкале Мооса:

Свинец — 1,5 Янтарь (гипс) — 2 Цинк (алюминий, золото, серебро) — 2,5-3 Медь — 3 Железо — 4 Сталь — 5 Стекло — 6 . Алмаз — 10
Особенности покрытия горячим цинком

На сталях с высоким содержанием кремния и/или фосфора (из-за неоднородности химического состава стали), (слоя у поверхности, структуры поверхности, чужеродных вкраплений), а также на толстостенных изделиях наблюдается разнооттеночность покрытия. Серая поверхность состоит из сплава цинк-железо, выходящего на поверхность, а более светлые места – это чистый цинк. В случае стали с неблагоприятным содержанием кремния и фосфора может появиться значительное утолщение покрытия и ухудшение его адгезии, видимым эффектом этого явления, может быть шероховатая поверхность с серой и тёмно-серой окраской, переходящей со временем даже в коричневый оттенок.
Цинковая поверхность на том же изделии может быть неоднородной; могут появиться пятна разной степени глянца, серой матовости и шероховатости. Так как поверхностная локализация примесей в низколегированной стали приводит к тому, что при прокате изделий из неё, появляется значительное различие в содержании кремния и фосфора в разных частях изделия.
Однако это не может являться браковочным признаком, поскольку, кроме внешнего вида, отрицательных моментов нет – он не влияет на срок службы покрытия, а через какое-то время (в течение 1-1,5 года) цвет конструкции станет одинаковым).
Белая коррозия (бело-серые пятна, возникающие под влиянием атмосферных факторов), а также так называемые «кровавые потёки» (остатки флюса и кислоты в местах неплотной сварки) не являются основанием для претензий на качество оцинкованной поверхности.
Вышеуказанные проблемы являются наиболее характерными для сталей марки 09Г2С, что обусловлено особенностями их химсостава.

Наиболее часто проявляются дефекты цинкового покрытия для сталей 09Г2С, которые не являются основанием для предъявления претензий:
1. Повышенная толщина образующегося цинкового покрытия.
2. Разная толщина цинкового покрытия.
3. Повышенное образование гард-цинка.
4. Пониженная адгезия цинкового покрытия к металлу.
5. Пониженная плотность цинкового слоя.
6. Внешний вид покрытия (отсутствие блеска, неровности, потеки, серый цвет).
Свойства и преимущества оцинкованных покрытий
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
Гальванизация
После подготовки поверхности заготовки наступает время начать процесс гальванизации.
Заготовки погружаются в вану с расплавленным цинком, поддерживаемую при температуре около 450 °C (723 K).
Как правило, они погружаются в ванну под углом, чтобы пузырьки воздуха выходили из полых частей заготовки.
При погружении в ванну для цинкования железо или сталь вступает в реакцию с цинком, образуя многочисленные интерметаллические слои цинк-железо, причем внешний слой состоит из чистого цинка.
Эта реакция происходит очень быстро на начальных этапах, во время которых образуется первичное покрытие, после чего она начинает замедляться, и толщина покрытия постепенно увеличивается.
Погружение обычно занимает от четырех до пяти минут. Однако время погружения увеличивается по мере увеличения размера объекта.
После извлечения предметов из чайника для цинкования цинковое покрытие сначала окисляется до оксида цинка, который вступает в реакцию с углекислым газом в воздухе и образует слой карбоната цинка, дополнительно предотвращающий коррозию.
Преимущества горячего цинкования
Горячее цинкование обладает различными преимуществами, что делает его одним из наиболее предпочтительных методов гальванизации в различных отраслях промышленности.
Устойчивость к коррозии
Защитный слой, образующийся в процессе ГГЦ, защищает железные и стальные заготовки от износа, вызванного ржавлением поверхности.
Даже если это покрытие стирается или царапается, оставляя часть поверхности железа или стали открытой, цинк, будучи более реакционноспособным, окисляется, образуя защитный оксидный слой на поверхности.
Экологически чистый процесс
Горячее цинкование — это экологически чистый процесс с низким углеродным следом, который приводит к минимальному образованию токсичных паров или вредных отходов.
Кроме того, этот процесс увеличивает срок службы заготовок, что приводит к уменьшению количества отходов и даже позволяет использовать переработанные железо, сталь и цинк.
Эстетичный внешний вид
Защитное покрытие, полученное в результате горячего цинкования, имеет блестящий и гладкий вид, что повышает эстетическую ценность изделия.
Коммерческие конструкции, такие как столбы освещения или опоры зданий, являются одними из распространенных примеров, в которых используется горячее цинкование для достижения блестящей поверхности с увеличенным сроком службы.
Процесс горячего цинкования занимает около 12 часов (для больших заготовок), что относительно меньше, чем другие процессы нанесения слоев, такие как порошковая окраска или окраска распылением.
Гибкость применения в строительстве
По сравнению с бетонными столбами, использование оцинкованных железных или стальных столбов обеспечивает гибкость при проектировании инфраструктуры, поскольку их можно легко сваривать, соединять болтами или сращивать для формирования сложных конструкций.
Стоимость процесса горячего цинкования относительно дешевле по сравнению с другими процессами нанесения слоев, такими как порошковое покрытие или электростатическое напыление.
Кроме того, защитный слой предохраняет заготовку от воздействия неблагоприятных условий окружающей среды, что приводит к минимальным требованиям к техническому обслуживанию и дальнейшему снижению общей стоимости.
Чем холодное цинкование выгоднее горячего
Нам предлагают разные способы защиты металла от коррозии: холодное цинкование, горячее, гальваническое, газо-термическое, термодиффузионное и прочие. Каждый способ имеет свои плюсы и минусы. Как понять, какой способ оптимален для вас и ваших металлических конструкций? Холодное и горячее цинкование – наиболее актуальные и распространенные. В этой статье мы расскажем, что для вас окажется выгоднее – горячее цинкование или холодное.
Что такое цинкование?
Цинкование — нанесение на металл слоя цинка для защиты металла от коррозии.
При контакте металла и цинка возникает электрохимическая реакция. Цинк утрачивает свои электроны и расходуется первым, не давай коррозии образовываться на металле, до тех пор пока не истощится. Уже начавшийся процесс ржавления останавливается. Этот способ назван катодной или активной защитой.
Кроме этого, цинковое покрытие дает еще пассивную (барьерную) защиту, образовывает на поверхности плотную пленку. Пленка не пропускает влагу и кислород к защищенному железу. Все виды цинкования (нанесения цинка) дают металлу активную и пассивную защиту.
Технологические процессы методов
Холодное цинкование – нанесение на подготовленную поверхность металла состава с содержанием цинка 92-96%. Применяется холодное цинкование как обычные краски – наносится кистью, валиком, краскопультом и окунанием.
Метод холодного цинкования был разработан в 80-х годах XX века. С тех пор его популярность растет с каждым годом из-за удобства и практичности. Так в США 90% мостов покрыты составами для холодного цинкования. А самый впечатляющий пример — один из самых больших водопроводов мира, находящийся в Австралии и насчитывающий 460 километров. Его покрыли цинкосодержащим составом в 1942-44 годах и с тех пор ни разу не обновляли покрытие. Если учесть толщину слоя всего лишь в 75 мкм, а так же отсутствие в то время оборудования для качественной очистки и покраски, то надежность и долговечность метода холодного цинкования не вызывает сомнений.
Горячее цинкование – окунание конструкции в ванну с нагретым до 400°C антикоррозийным цинковым составом. После «купания» конструкцию подвешивают и ждут до полного высыхания. Так расплавленным цинком заполняются все мелкие трещины и труднодоступные места конструкции, а покрытие получается сплошным и не имеет пропусков. При бережной эксплуатации такая защита может прослужить до 60 лет.
Горячее цинкование изобрели более 160 лет назад и признали стандартом в этой области. Поэтому его называют самым проверенным способом защиты металлов от коррозии. С возникновения метода в его технологическом процессе практически ничего не изменилось.
Преимущества и недостатки методов
Если взять кованные ворота площадью 8 м 2 и оцинковать их разными методами, можно наглядно увидеть расходы.
Для покрытия ворот в 2 слоя вам понадобиться не более 10 кг состава. Этот объем обойдется вам в 4500-4900 рублей. Работа по подготовке и нанесению, даже с привлечением специалиста обойдется еще в 4000 рублей. Больше никаких расходов для применения метода холодного цинкования не требуется. Итого: 8500-8900 рублей за холодное цинкование ворот.
Стоимость оцинковки горячим методом рассчитывают начиная от 1 тонны, потому что независимо от размера детали используется много энергии для нагревания оборудования до необходимой температуры, а к каждой конструкции приваривают специальные «ушки», чтобы ее подвешивать.
Горячее цинкование 1 тонны металла стоит от 28000 рублей — это минимальная цена, которую вы в любом случае заплатите. Транспортировка ворот на место горячей оцинковки и обратно обойдется по Москве от 4000 тысяч рублей в одну сторону. Итого: 36000 рублей.
И так мы видим, что стоимость процедуры холодного цинкования – 8900 рублей, а горячего цинкования с учетом перевозок – 36000 рублей. Разница более чем в 4 раза очевидна!
Вы экономите 27100 рублей!
Вывод
Несмотря на надежность метода горячего цинкования, его использование несет большие расходы, на транспортировку и саму процедуру цинкования. Холодное цинкование позволяет сэкономить на защите металла без потери качества. К тому же, холодное цинкование устойчиво противостоит внешним воздействиям, гораздо проще наносится, продолжает выполнять свои защитные функции при повреждениях, быстро и локально ремонтируется.
Обработка методом холодного цинкования позволит вам сэкономить, увеличить стоимость ваших конструкций, а значит и ваши доходы, сделать изделия привлекательнее для ваших покупателей. Холодное цинкование позволит вам гордиться произведенной продукцией и не волноваться за ее качество, ведь после нанесения можно просто забыть о коррозии на срок до 25 лет.
Мы экономим ваше личное время
- Оформление заказа по телефону 1-2 минуты
- Доставка в день обращения по Москве и СПБ
- В регионы отправим транспортной компанией
Вы получите удовольствие работая с нами
- Персональный менеджер и приятное обслуживание
- Индивидуальное решение срочных вопросов
- Экспертная консультация по товарам
Работая с нами будьте спокойны
- Только сертифицированный продукт
- Полный комплект бух. документов
- Сертификаты и паспорта качества
Подготовка поверхности
Начальным этапом является подготовка поверхности стальных или железных объектов, подлежащих гальванизации.
Этот этап включает в себя различные процессы, такие как обезжиривание, кислотное травление и флюсование, для улучшения качества поверхности заготовки, что обеспечивает надлежащую гальванизацию.
Заготовки погружаются в ванну для обезжиривания, где они промываются для удаления грязи, пыли и масляных отложений с их поверхности.
После обезжиривания заготовки погружают в ванну для кислотного травления, где их промывают для удаления оксидов железа и сглаживания шелушащихся поверхностей (или заусенцев, образовавшихся при обработке).
Наконец, заготовки погружают в раствор флюса, обычно содержащий 30 % хлорида цинк-аммония при температуре 65-80°C (338-353 K).
Это позволяет удалить все оставшиеся окислы и нанести защитный слой для предотвращения дальнейшего окисления.
Это самый важный этап подготовки поверхности, поскольку тщательная очистка от окислов обеспечит гладкое и равномерное осаждение цинка на железные или стальные заготовки.
Сравнение с другими методами цинкования.
Есть и другие способы нанести защитный слой на деталь.
Гальваническое цинкование. Данный вид оцинковки применяется изделий с жесткими требованиями по соблюдению толщины покрытия, а так же для мелких деталей (метиз, крепеж). Внешний вид деталей более привлекательный, высокая степень блеска покрытия. Но коррозионная устойчивость значительно ниже. При большом размере изделий нанесение покрытия гальваническим методом всегда дороже горячего.
Термодиффузионное. Здесь цена выше, причем почти в 2 раза! А вот качество защитного слоя примерно на одном уровне. Внешне продукция декоративной не является. Данный метод не подходит для деталей у которых есть пластиковые вставки. Зато «похвастаться» качеством работы на изделиях с резьбой (тут слой цинка будет равномерным)! При этом производство не вредит окружающей среде.
Дакромет (дельта) цинкование. Задействовано в автопромышленности. Хорошо подходит для крепежных изделий благодаря возможности нанести тонкий слой. Цена, качество защитного слоя и внешний вид готовых изделий незначительно аналогичны горячему цинкованию. Не подвержено водородному охрупчиванию. А вот адгезия подвела!
Газотермическое напыление. С его помощью можно создавать толстые слоя цинка от 200 микрон, причем прямо во время монтажа крупногабаритных элементов и конструкций. Не подходит для деталей с резьбой, метизов и изделий с наличием внутренних полостей, диаметр которых менее 50 см. Защитные свойства умеренные.
Цинк-ламельное покрытие. Покрытие состоит из порошка цинка, алюминия и связующей основы, в качестве которой выступают органические и неорганические смолы. Отличительными особенностями являются термостойкость и пластичность покрытия (не подвержено водородной хрупкости). Покрытие декоративное, ему возможно придать любой цвет.
Данная статья является интеллектуальной собственностью ООО «НПП Электрохимия». Любое копирование информации возможно только с разрешения владельца сайта. Размещение активной индексируемой ссылки на https://zctc.ru обязательно.
Холодное или горячее цинкование
Цинкование металлических конструкций и изделий давно признано самым эффективным методом борьбы с коррозией и продлением срока их службы. Но, выбор между различными способами цинкования сделать не просто. Какой же вид цинкования подойдет в вашем конкретном случае – мы расскажем в этой статье.
Суть горячего и холодного цинкования
Горячее цинкование – нанесение защитного антикоррозийного покрытия путем окунания всей конструкции в ванну с расплавленным цинком. После этого конструкцию подвешивают и ждут до полного высыхания. В результате, конструкция приобретает сплошное защитное покрытие без пропусков, защищены даже труднодоступные места, так как «жидкий» цинк проникает и внутрь конструкций. Защита горячей оцинковки надежно служит до 60 лет, а иногда и более, при благоприятных условиях эксплуатации. Горячее цинкование уже более 160 лет является стандартом в области антикоррозийной защиты металлов и с момента изобретения практически не претерпело изменений.
Холодное цинкование (цинкосодержащими составами) – нанесение на подготовленную поверхность металлов специальных составов с большим содержанием цинка (95 и более %). На сегодняшний день это самый современный, простой, быстрый и экономичный способ защиты металлов от коррозии.
Холодное и горячее цинкование – достоинства и недостатки методов
Составы для холодного цинкования – тут. Доставка возможна в день обращения!
Есть вопросы по выбору состава? Обращайтесь в представительство в вашем городе:
Преимущества метода
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
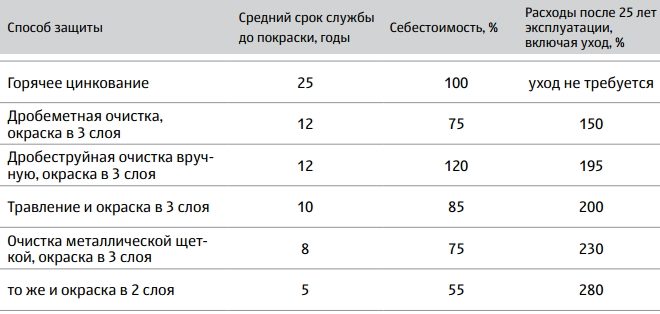
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Свойства цинкового покрытия. Для каких изделий используется
Цинк — это барьерное покрытие. Оно защищает от ржавчины при контакте железа с окружающей средой. Доказано, что горячеосажденный цинк эффективно защищает изделия от 20 до 120 лет. Кроме того, элементы и конструкции не нуждаются в повторной окраске, а это реальная экономия!
Как правило, горячее цинкование используется для нанесения покрытия на крупные изделия простой формы. Это могут быть трубы, уголки, листы, балки, проволока и т.п. Данный метод неэффективен для изделий при наличии резьбы, маленьких отверстий или изделий, обладающих сложной формой.
Стоимость горячего цинкования. Факторы, влияющие на формирование цены.
Стоимость услуги индивидуальна, зависит от ряда параметров. Здесь учитываются габариты, форма изделия, сложность обработки, объем работы. Есть и дополнительные «опции», за которые нужно доплачивать. К примеру, создание технологических отверстий или «ушек» для креплений, снятие старого покрытия и т.п.
Одним из главных параметров формирования цены будет расход цинка, чем он выше, тем дороже.
На 2021 год цена в России на горячее цинкование будет в диапазоне от 22 000 до 40 000 рублей за тонну. Необходимо учитывайть, что многие компании берут дополнительную плату за срочность. Отдельно оговаривается стоимость оцинковки деталей весом до 100 килограммов, легких, но габаритных изделий или тех, у которых есть полости, карманы, углы. Здесь цена может варьироваться от 30 000 до 50 000 рублей за тонну.
Часто задаваемые вопросы связанные с горячим цинкованием
Можете ли вы покрасить горячеоцинкованную стальную заготовку?
Да, вы можете покрасить оцинкованную стальную заготовку горячим цинкованием. Этот дополнительный слой краски защитит от коррозии и ржавчины, одновременно повышая эстетическую ценность оцинкованной заготовки.
Какую температуру может выдержать оцинкованная сталь?
Оцинкованная сталь может выдерживать температуру примерно до 350°C (623 K), при превышении которой сплав цинка и железа начинает плавиться.
Ага, ну да, цинк реально тема! Только вот для чего конкретно он нужен, если честно, не до конца понятно. Статья вроде норм, но как-то сухо. Хотелось бы больше примеров из жизни, типа, где это все используется, а то «рассмотреть подробнее» это как-то… ну вы поняли.
А чё по ценам? И есть ли доставка в москву? Позвоните или напишите нам — ну вы как обычно.)))
Да а то сейчас все на скорости делают а детали мелкие сразу брак получается толщину не угадал и все каюк
Ага, цинковка — это тема! Крепеж реально супер получается, не ржавеет потом. Мы на строике много цинкованного используем, реально выручает. Главное чтоб правильно сделали, а то отвалится потом все.
Шо за флюсование? Это чо типо как мариновать деталь? А шо за травить? Звучит стрёмно вообще. Но если чтоб ржавчина не лезла то ок.
Да ну че за фигню пишите? Горячее цинкование это вообще топ а вы тут про какую-то низкую устойчивость говорите? У нас все ворота и ограждения так обработаны и ржавчины нет вообще. Может просто технологию не соблюдаете?