
- Что такое холодное цинкование?
- Чем отличаются методы цинкования
- Основные преимущества холодного цинкования
- Пассивная и активная защита
- Отсутствуют ограничения по размерам изделия
- Подходит для защиты конструкций с небольшой толщиной
- Возможность повторного нанесения
- Чем отличаются технологии горячего и холодного цинкования
- Газотермическое цинкование
- Особенности технологии горячего цинкования
- Виды электролит
- Когда применяется холодное цинкование?
- Технология холодного цинкования
- Сравнение цинковых покрытий
- Дефекты при гальваническом цинковании
- АнтикорЦинк — качественный и недорогой состав для холодного цинкования
- Впечатляющая долговечность
- Выдерживает постоянное воздействие воды
- Не требует специальных навыков и сложного оборудования
- Эффективно заменяет собой более дорогие импортные аналоги
- Эксплуатация крепежа с цинковым покрытием
- Горячее цинкование
- Гальваническое цинкование
- Сфера применения гальванического цинкования
- Особенности использования способов цинкования
- Зависимость точки росы от температуры и относительной влажности
- На производстве гальваническая обработка металла проводится в строгой последовательности
- Требования нормативных актов и стандартов
- Когда изобрели холодное цинкование?
- Обратитесь к профессионалам
- Популярные составы для холодного цинкования
- Сравнительные характеристики горячего и гальванического цинкования
- Гальваническое цинкование и его особенности
- Возможные проблемы при цинковании
- Необходимость прослабления резьбы под «толстые» покрытия
- Водородное охрупчивание
- Термодиффузионное цинкование
- Горячее и гальваническое цинкование. Плюсы и минусы.
- Вывод
- В заключение
Что такое холодное цинкование?
Это способ антикоррозионной защиты металлических изделий или конструкций с помощью специальных составов на цинковой основе. Объемное содержание цинка в подобных продуктах может достигать 95-96%. Остальную часть занимают специальные смолы и растворители, которые и придают ему жидкую форму. Благодаря такой консистенции, работа с составом напоминает обычную и знакомую всем процедуру окрашивания. Однако на этом сходство жидкого цинка с антикоррозионными эмалями заканчивается.

В большинстве случаев, для защиты крепежа от коррозии используются цинковые покрытия. Цинковое покрытие уникально, так как обеспечивает не только барьерную, но и электрохимическую защиту от коррозии.
Последняя известна еще и как «жертвенная» (катодная или протекторная) защита, поскольку в гальванической паре «сталь-цинк» последний «жертвует» собой, чтобы защитить сталь, на которую он нанесен. Этот эффект проявляется и на локальных участках, где покрытия уже нет (царапины, сколы, повреждения).
Выбор вида и толщины покрытия определяется условиями и сроком эксплуатации крепежа и/или величиной зазора в резьбовой паре (болт-гайка).
При использовании металлических изделий разных типов, размеров и форм, на первый план выходит их защита от коррозии. Этот процесс приводит к значительному уменьшению сроков эксплуатации, появлению серьезных дефектов, снижению прочности продукции.
Чтобы не допустить появления коррозии, традиционно используется метод внешней защиты металла. Он предполагает нанесение покрытия, которое бы не позволяло материалу контактировать с катализаторами окисления.
В промышленности наиболее востребованными стали два метода цинкования – горячее и гальваническое. В этом материале мы рассмотрим особенности каждого из видов, осветим положительные и отрицательные качества.
Гальваническое цинкование металлоконструкций является одним из самых востребованных видов цинкования, благодаря которому изделия приобретают высокие защитные и декоративные свойства.
В отличие от горячего метода обработки, данная технология является более простой и дешевой.
Однако она имеет определенные ограничения по использованию, что обусловлено сравнительно тонким слоем защитного покрытия (не превышает 40 мкм).
Технология гальваники предусматривает осаждение цинка из состава электролита на металлоконструкцию, которая в свою очередь подключена к сети питания через отрицательный полюс.
Чтобы увеличить уровень механической и коррозийной устойчивости, а также для повышения декоративных качеств деталей, цинковое покрытие дополнительно подвергают хроматированию, кадмированию или обработке фосфатными составами.

Чтобы обеспечить металлоконструкциям защиту от коррозии, с 1942 года во всем мире применяют метод холодного цинкования.
Согласно особенностям технологии, на металлоповерхность наносят смесь с высоким содержанием цинка. В момент контакта металла с цинком происходит электрохимическая реакция.
Благодаря этому цинк теряет электроны и расходуется намного быстрее, что предупреждает образование коррозии до момента его полного истощения.
При нанесении веществ на металлические поверхности, с признаками ржавления, появляется возможность остановить образования коррозии.
Данный способ обработки называют катодной (активной) защитой. В свою очередь оцинковка металла также обеспечивает барьерную (пассивную) защиту за счет формирования на поверхности пленки высокой плотности.
Она исключает проникновение к металлу влаги и кислорода. Это увеличивает срок службы конструкции.

В настоящее время имеется целых пять способов нанесения защитного покрытия на цинковой основе. Если на время забыть про специфичные и редко используемые варианты, такие как газо-термическое или термодиффузионное цинкование, то этот список несколько сократится. В большинстве случаев заказчику предстоит выбрать один из трех наиболее распространенных вариантов защиты металла:
- Горячее цинкование
- Гальваническое цинкование
- Холодное цинкование
Если первые два способа являются для многих знакомыми, проверенными и понятными, то метод холодного цинкования вызывает не столь однозначную реакцию специалистов. Довольно большая конкуренция и постоянная потребность в улучшении характеристик производимых изделий медленно но верно делают свое дело. Все большее количество производств и частных фирм начинает задумываться о новых, более современных способах защиты металлических изделий.
Проблема коррозии, которая буквально «съедает» металл слой за слоем актуальна всегда. Существует масса способов защиты изделий от окисления, и цинкование один из них.
Цинкование – это процесс обработки отдельных деталей или целых конструкций с целью защитить от воздействия кислорода. Есть несколько классов цинкования металла, однако все они строятся на едином принципе.
Суть цинкования – это нанесение цинкового слоя на заранее подготовленную поверхность унифицированной толщины. Цель проста – снизить деструктивное влияние коррозии на металл.
Уникальное свойство цинка – это мгновенная реакция с кислородом, результатом которой становится оксид. В отличии от ржавчины, этот оксид прочный и плотный, не пропускает кислород и не разрушается при минимальном механическом воздействии.
Если защитный слой все же повредился, то цинк тут же вступает в новую реакцию и образует новую пленку. Такие свойства еще называются самовосстанавливающейся защитой.
При сильном повреждении слоя до железа коррозия будет менее агрессивна благодаря гальванической связи между цинком и изделием. Так как цинк более активное соединение, то оно будет первым вступать в реакцию с кислородом в атмосфере. Поговорим подробнее о популярных технологиях цинкования металла.
Чем отличаются методы цинкования
Известные сейчас способы цинкования отличаются по нескольким параметрам и свойствам. Рассмотрим их подробнее.
Все свойства, перечисленные выше, меняются от особенностей техпроцесса, а также доступном объеме обработки, ее скорости, себестоимости и целесообразности. Рассмотрим подробнее все популярные виды цинкования металла.
Основные преимущества холодного цинкования
Ни горячее, ни тем более гальваническое покрытие не могут сравниться в этом параметре с составами для холодной оцинковки. Выдающиеся антикоррозионные свойства «жидкого цинка» обусловлены высоким процентным содержанием защитного металла, а также степенью его очистки. На этом моменте стоит остановиться поподробнее, поскольку от этих параметров в большой мере зависят защитные свойства покрытия.
Иногда составы для холодного цинкования путают с цинкосодержащими эмалями. Это грубейшая ошибка. В соответствии со стандартом ISO 3549 (DIN 55969) составы для холодного цинкования должны иметь не менее 94% чистого цинка (в сухом покрытии) с размером частиц 12-15 мкм или не менее 88% цинка с размерами частиц 3-5 мкм. Все дело в том, что холодная оцинковка подразумевает использование составов с содержанием цинка более 95% и имеющего высокую степень очистки от примесей. Только в этом случае конечное покрытие способно обеспечить не только барьерную, но еще и активную (протекторную) защиту черного металла от коррозии. Как это выглядит на практике?
Пассивная и активная защита
Если взять окрашенную простой эмалью или цинкосодержащей краской металлическую деталь и произвести незначительное повреждение защитного слоя, то через некоторое время в условиях повышенной влажности на ней неминуемо появятся следы коррозии. Таким образом, подобные составы обеспечивают металлу лишь барьерную (пассивную) защиту. Материалы для холодного цинкования работают по совершенно иному принципу. Даже в случае повреждения поверхностного слоя коррозии не происходит, поскольку цинк является анодом и «жертвуя» собой защищает металл.
Реальный опыт использования подобных материалов, а также многочисленные лабораторные испытания показали, что они разрушаются в 3 раза медленнее покрытий, нанесенных «горячим» методом. При правильной подготовке поверхности «жидкий цинк» способен сохранить свои свойства в течение 25-50 лет. И это не придел!
Отсутствуют ограничения по размерам изделия
Технология холодного цинкования не подразумевает использование технологических ванн, и, следовательно, не имеет ограничений по размеру и массе конструкций. Жидкая консистенция состава позволяет производить антикоррозионную обработку уже смонтированных металлических конструкций без применения специального оборудования. Это свойство является особенно актуальным при защите неразборных конструкций.
Подходит для защиты конструкций с небольшой толщиной
В случае горячего цинкования, изделия неизбежно подвергаются воздействию высоких температур (400-450 °C). В связи с этим возможно изменение геометрических размеров конструкций, имеющих небольшую толщину. Нанесение составов для холодного цинкования происходит в обычных условиях и никак не влияет на форму конструкции.
Возможность повторного нанесения
При необходимости вы всегда можете произвести обновление — «ремонт» той части покрытия, которая потеряла свои защитные свойства, в то время как технология горячего цинкования не предусматривает восстановление поврежденных участков. Все что вам остается, это повторить весь процесс заново.
Чем отличаются технологии горячего и холодного цинкования
На данный момент существует два вида цинкования – это горячий и холодный метод. Технологию горячего цинкования разработали 160 лет назад. После открытия этот метод обработки металла был признан стандартом. Это обусловлено высокой степенью защиты обрабатываемых поверхностей от процессов коррозии. После открытия данный метод не изменился с технической точки зрения.

Технология предполагает опускание металлоконструкции в ванну с цинковым составом, разогретым до температуры 400°C. После этого изделие подвешивают до полного высыхания покрытия.
Благодаря полному погружению конструкции в антикоррозийный состав удается получить однородное покрытие, поскольку так цинк заполняет все имеющиеся трещины и труднодоступные участки. Защитное покрытие способно прослужить до 60 лет, период службы напрямую зависит от условий эксплуатации.
Метод холодного цинкования изобрели в 40-х годах прошлого столетия. Благодаря практичности и относительной простоте нанесения антикоррозийных составов популярность данной технологии стремительно растет.
Красноречивым доказательством надежности и долговечности покрытий, наносимых при помощи данной технологии, выступает самый крупный водопровод мира (протяженностью 460 км), расположенный в Австралии.
Конструкция была обработана в 1942 – 1944 гг. притом, что покрытие с того времени не обновлялось. Учитывайте, что в те времена использовалось старое оборудование, а толщина одного слоя покрытия составляла только 75 мкм.
Холодная оцинковка металла предполагает нанесение на металлоповерхности смесей, в которых присутствует цинк в объеме 92 – 96%. Перед тем, как защитное покрытие будет нанесено, важно правильно подготовить поверхность путем ее тщательной очистки от различных загрязнений.
Наносить цинкосодержащие составы можно путем окунания детали или, используя кисть, валик и краскопульт.
Газотермическое цинкование
Это метод прямой металлизации металлоконструкций за счет напыления порошка с содержанием цинка на верхний слой металла. Чтобы добиться зоны наивысшего нагрева. используются газовые горелки. Капельки цинка на скорости попадают на поверхность изделия, и образуется антикоррозийный слой до 50 мкм.
Если нужно более серьезное покрытие, процедуру несколько раз повторяют.
Сильные стороны методики:
- Цинкование можно проводить вне заводских условий без демонтажа изделия.
- Равномерность покрытия поверхности.
- Можно управлять толщиной слоя цинка
Методика востребована там, где нужно восстановить защиту металлоконструкции в условиях отсутствия рядом промышленного объекта.
Процесс цинкования металла предполагает нанесение состава или проволоки на поверхность изделия для повышения устойчивости к коррозии. Для каждой сферы промышленности или энергетики подбирается оптимальный способ по следующим параметрам:
- Требуемая толщина слоя.
- Себестоимость техпроцесса.
- Требования к внешнему виду изделия.
- Устойчивость к коррозии.
- Устойчивость к механическому воздействию.
- Сложность обработки.
Оцените нашу статью
Особенности технологии горячего цинкования
При проведении такой обработки предварительно готовится ванна с расплавом цинка. Материал в ней прогревается до высокой температуры +450°C.
Деталь размещается на специальном подвесе и окунается в ванну. Затем она извлекается и просушивается в подвешенном состоянии. Естественное остывание помогает постепенно сформировать на поверхности металла цинковое покрытие.
В России есть два документа, которые регламентируют такую работу. ГОСТ 9.307-89 прописывает оптимальную толщину покрытия в диапазоне 40-200 мкм, в то время как СНиП 2.03.22-85 – 60-100 мкм.
Есть несколько ситуаций, в которых выбор горячего цинкования металла становится лучшим решением:
- Вторичность эстетических качеств изделия. Есть масса областей применения металла, в которых внешний вид продукции не так важен и отходит на второй план.
- У изделия сложная форма. Цинк в расплавленном состоянии хорошо проникает даже в самые труднодоступные места – качество защиты в таком случае становится значительно выше.
- Нет требований по предельным разницам толщин покрытия. Причина в том, что в случае с горячим цинкованием они могут сильно меняться.
При оцинковке горячим методом, есть вероятность появления капель расплава на поверхности изделия. Это не нарушает качество защиты, но отражается на эстетике.
Еще одна особенность – разницу толщин можно компенсировать, если заранее учитывать эту особенность при выборе диаметра монтажного отверстия.
Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.
Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
Когда применяется холодное цинкование?
Холодное цинкование получило широкое применение при обработке автомобильных и судовых деталей, арматуры и труб, мостовых конструкций, цистерн и резервуаров, нефтепроводов и других металлоконструкций.
Широкая сфера применения обусловлена следующими преимуществами технологии:
- Цинковые составы характеризуются высоким уровнем адгезии;
- Для подготовки поверхности не требуются большие финансовые вложения;
- Можно обрабатывать конструкции и детали разной формы и размеров;
- Нанесение защитного покрытия допускается в бытовых условиях;
- После обработки конструкции хорошо поддаются свариванию;
- Детали допускается обрабатывать в следующих температурных условиях: от -20 до +40°C;
- Отсутствие необходимости в демонтаже, транспортировке и повторном монтаже конструкций.
Технология холодного цинкования
Обработка поверхности металлоконструкций осуществляться с использованием разных антикоррозийных композиций, особенности состава, свойства и характеристики которых устанавливаются профильным стандартом – ГОСТ 9.305-84.
Настоящий стандарт определяет требования к металлическим и неметаллическим основаниям, производство которых выполнялось по электрохимической и химической методике.
Согласно требованиям ГОСТ 9.305-84, смеси для проведения холодного цинкования допускается использовать на разных конструкциях, за исключением деталей, выполненных из высокопрочных сталей и магниевых сплавов. Перед нанесением антикоррозийных составов металлическая поверхность проходит определенную подготовку.
Работы по подготовке включают:
- удаление загрязнений и солей путем обмыва поверхности;
- очистка металла абразивоструйным, гидроабразивным или гидродинамическим методом, что позволяет удалить ржавчину и окалину, а также придать поверхности нужный уровень шероховатости;
- высушивание детали, если очистка проводилась гидроабразивным или гидродинамическим методом;
- удаление заусенец, острых кромок и варочных брызг (эти работы выполняются вручную);
- очистка от пыли путем использования воздушных потоков, которые направляют на поверхность под высоким давлением.
Подготовка металлоконструкций предполагает полную очистку поверхности, на которой не должно оставаться жира и следов масел (для этого применяются растворители).
По завершению подготовительных работ проводятся мероприятия по нанесению выбранного состава на поверхность изделия. Холодный способ обработки предполагает поддержание в помещении, где наносится цинковый состав, температурного режима в диапазоне от -20°C до +40°C.
При этом, согласно рекомендациям производителей таких составов, поверхность обрабатываемой детали должна быть минимум на 3°C больше точки росы. Если это условие будет нарушено, то на изделии образуется влага, которая снижает качество нанесенного защитного слоя.
Рассчитывают точку росы при помощи психрометра, термометра, гигрометра или другого устройства. Полученные показания сравнивают с параметрами, которые приведены в таблице.
Сравнение цинковых покрытий
При сравнении методов цинкования металлов обычно выделяют 4 основных фактора:
- внешний вид;
- толщина;
- коррозионная стойкость;
- стоимость.
Современные защитные покрытия являются достаточно стойкими к коррозии в обычных условиях. Для проведения ускоренных испытаний стойкости покрытия используют метод испытания в соляном тумане. Однако корреляция между стойкостью в солевом тумане и ожидаемой жизнью покрытия довольно слаба, поскольку коррозия — достаточно сложный процесс и на неё влияет множество других факторов. Тем не менее тестирование солевым туманом широко применяется в промышленности для оценки коррозионной стойкости покрытий и сравнения с образцами других видов.
Образец помещают в камеру, в которой через сопло производится распыление раствора соли (как правило, хлорид натрия). Измеряют и фиксируют время, по прошествии которого на поверхности образца начинают появляться окислы (следы коррозии). Результаты выражают, обычно, в часах, проведенных в тумане без появления продуктов коррозии.
Дефекты при гальваническом цинковании
Среди причин, которые значительно влияют на уровень качества обрабатываемых деталей, выделяют следующие:
- Низкое качество подготовки металлоконструкций;
- Отклонение от соблюдения рецептуры электролита;
- Нарушения характеристик и последовательности этапов гальванической обработки.
Также качество готовой продукции зависит от конфигурации, особенностей расположения и состояния плоскостей ведущих и дополнительных анодов, а также пространственного расположения изделий в электролите.
Вследствие этого на деталях могут присутствовать такие дефекты, как:
- Питтинг – на металле образуются углубленные полосы или незначительные точечные каверны. Такие недостатки появляются, как правило, в результате того, что в электролите присутствуют гидрокисные или органические примеси, а также при низкой интенсивности перемешивания или его полном отсутствии.
- Низкий уровень адгезии – плохое схватывание цинкового слоя или его отслаивание может наблюдаться при нарушении процесса очистки, травления или обезжиривания детали. Также такое наблюдается при засорении электролита различными органическими соединениями, включая соли разных других металлов.
- Разнотипность внешнего вида – вызывает несоблюдение рецептуры в части пропорции используемых компонентов электролита при одновременном накоплении в гальванической ванне определенного объема солей железа. Также причиной данного дефекта может выступать недостаточное перемешивание компонентов и пониженная температура, которая не отвечает норме.
- Повышенная шероховатость – свидетельствует о присутствии в гальванической смеси всевозможных механических примесей, сульфата цинка и гидроксидов в повышенном объеме. Также это возникает в результате недостаточного количества анионов цинка в электролите и при избыточной плотности тока.
- Хрупкость цинкового покрытия – является следствием превышенной плотности тока в катодном пространстве или присутствием в электролите органических примесей в большом объеме.
- Темный (преимущественно коричневый) цвет – вызывает наличие в гальванической ванне различных органических загрязнений. Такой эффект также может вызвать существенно снижение плотности тока возле катода и повышение температуры электролитической смеси.
АнтикорЦинк — качественный и недорогой состав для холодного цинкования
Предлагаем своим клиентам наш новый продукт — АнтикорЦинк. Этот состав был разработан нашими специалистами специально для длительной защиты крупных металлических конструкций от коррозии. Мы ценим время наших клиентов, поэтому предлагаем вам сразу ознакомиться с возможностями АнтикорЦинк.
Впечатляющая долговечность
Высокое содержание цинка и отсутствие в нем посторонних примесей позволяют материалу сохранять свои свойства в течение десятилетий! При соблюдении технологии нанесения, АнтикорЦинк способен обеспечить защиту ваших изделий на срок более 25-ти лет! В данном случае подразумевается именно гарантированный срок. На практике эти цифры могут быть еще больше!
Выдерживает постоянное воздействие воды
АнтикорЦинк способен обеспечить надежную защиту изделий, работающих в условиях постоянного воздействия влаги, морской или пресной воды, а значит подходит для защиты пирсов, мостов, опор и т.д.
Материал не требует специальных навыков или дополнительного оборудования. Нанесение состава на металлические поверхности осуществляется с помощью обычного малярного инструмента. Кроме того, наше покрытие обладает высокой адгезией к металлу, имеющему следы ржавчины (до 100мкм).
Эффективно заменяет собой более дорогие импортные аналоги
Хотите получить качественный защитный материал, не уступающий по своим свойствам более дорогим составам? АнтикорЦинк — российский продукт. Его цена не зависит от курса доллара, стоимости доставки и других параметров, что позволяет нам сделать стоимость продукции максимально привлекательной.
Эксплуатация крепежа с цинковым покрытием
Практический опыт использования крепежа с покрытием позволяет определить средние ежегодные объемы разрушения цинкового покрытия в зависимости от условий эксплуатации, которые справочно представлены ниже в таблице.
Среда эксплуатации стального крепежа с цинковым покрытием может быть классифицирована в зависимости от толщины цинкового покрытия. Подробности ниже в таблице.
Технология холодного цинкования металла популярна за счет универсальности и дешевизны техпроцесса. Суть процедуры в предварительной подготовке металла перед нанесением и окрашиванием.
Отличие от использования полимерных красок только в содержании цинкового порошка, который вступает на поверхности металла в реакцию с кислородом, образуя защитный слой оксида.
- Низкая стоимость.
- Примитивный техпроцесс.
- Нет привязки к габаритам и форме конструкций.
- Деталь обрабатывается в полевых условиях.
- Толщина нанесения состава любая.
- Внешний вид изделия можно улучшить за счет нанесения финишной краски на цинкосодержащий грунт.

Есть у этого способа и недостатки:
- Нет точной регулировки толщины цинкового слоя.
- Низкая адгезия цинкового порошка на металле.
- Слабая устойчивость к механическим повреждениям.
Цинковать металл таким способом можно в полевых условиях, а форма, вес и габариты конструкции не играют большой роли. Однако это вариант, когда нужно прочное и долговечное защитное покрытие от коррозии.
Горячее цинкование
Это техпроцесс, при котором изделие полностью погружается в расплавленный цинк. Считается самым популярным методом цинкования в промышленности.
Покрытие наносится в несколько этапов:
- Отгрузка заготовок в зону навески – методика позволяет работать с габаритными изделиями, поэтому для их транспортировки используют мостовые краны.
- Навеска металла – металл навешивают на подвижные траверсы. Изделия распределяются так, чтобы все попали в емкость с расплавленным металлом.
- Предварительная обработка – перед процедурой металл погружается в жидкости для обезжиривания, очистки и травления, чтобы удалить загрязнения, следы кислот и другие соединения.
- Сушка и разогрев – в специальной печи на детали подается очищенный разогретый воздух, который удаляет следы использования жидкостей и подогревает сам металл.
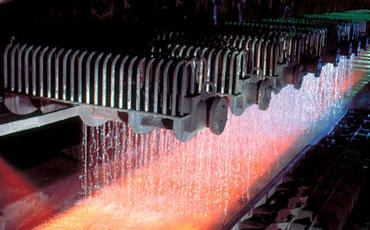
- Цинкование – деталь перемещается в печь с ванной, где поддерживается расплавленное состояние цинка при температуре +450 градусов. Печь должна быть герметичной, чтобы обезопасить работников, а также вторично использовать выделяемые при реакции газы.
- Снятие, сортировка и отгрузка – изделия на траверсах после обработки по автоматической линии отправляются в зону снятия и сортировки. Далее происходит отправка заказчику со складской зоны.

Сильные стороны метода горячего цинкования металла:
- Невысокая стоимость техпроцесса.
- Высокая производительность работы автоматизированной линии.
- Есть возможность обрабатывать крупные детали.
- Толщина защитного покрытия более 200 мкм.
- Высокая прочность защитного слоя благодаря проникновению цинка в кристаллическую решетку ферума.
- Повышенная устойчивость к механическому воздействию.
- Защитный слой может самовосстанавливаться.
- Повышенная устойчивость к коррозии.
Есть и несколько недостатков:
- Невозможно регулировать толщину слоя цинка тоньше 45 мкм.
- Неравномерность нанесения защитного покрытия.
- Лицевая сторона изделия непрезентабельно выглядит.
Горячее цинкование выгодно использовать для обработки крупногабаритных деталей и конструкций. Однако не подходит для работы с высокоточными поверхностями.
Гальваническое цинкование
Гальванический способ цинкования металла – это электрохимический метод, суть которого заключается в использовании электролита, где цинк выступает в роли анода. Далее через жидкость протекает ток, цинк распадается и его ионы оседают на поверхности металла.
На выходе изделие получается блестящим и ярким с оттенками от белого до голубого.

Гальванизация стального листа
- Презентабельный внешний вид изделия.
- Тонкий слой цинка до 20 мкм за счет чего можно обрабатывать детали с отверстиями.
- Цинкование равномерное.
- Низкая себестоимость техпроцесса.
- Можно обрабатывать неметаллические предметы, которые нельзя подвергать термическому воздействию.
- Способность к самовосстановлению защитного слоя.
- Высокая адгезия цинка на металле.
Есть и недостатки:
- Низкая толщина покрытия. Невозможность использовать такие детали в агрессивных средах.
- Нет защиты от механического воздействия.
- Общая устойчивость к окислению металла низкая.
Этот способ подойдет для придания металлу презентабельного вида или изделиям для временной защиты от окисления. Такое покрытие больше декоративное, чем практичное.
Сфера применения гальванического цинкования
Данный способ широко применяется на изделиях, изготовленных из углеродистых сталей и разных видов чугуна. Основной сортамент гальваники представлен разным инструментом, деталями машин и оборудования, всевозможными опорами и крепежными элементами, включая тонколистовой холоднокатаный металлопрокат.
Наряду с защитными свойствами, гальваническое цинкование также наделяет металл декоративными качествами. Это обусловлено равномерностью распределения покрытия по поверхности и точным повторением покрытия конфигурации детали.
Толщина цинкового покрытия составляет 6 – 9 микрометров, но при этом конструкции подвергаются пассивации в специальном хроматном растворе. Благодаря пассивации можно получить высокий эстетический эффект.
Процедура позволяет придать конструкциям такие цветовые решения, как радуга (золотистый цвет, который отлично переливается на солнце) и голубизна (цинк белого цвета приобретает голубой отлив).
Методика гальваники предполагает лишь внешнее покрытие деталей, поскольку нанести покрытие в труднодоступных местах невозможно вследствие отсутствия электропроводимости.
Металлоконструкции, оцинковка которых проводилась гальваническим способом, широко применяются в умеренной среде. Таким образом, такие конструкции могут использоваться на улице лишь периодически, при этом они не должны иметь прямой контакт с влагой.
Особенности использования способов цинкования
Чтобы металл не контактировал с кислородом, жидкостью, агрессивными средами, на него наносится цинк. При этом сам метод его осаждения может значительно отличаться.
В случае с гальваническим способом, предполагается, что ионы цинка будут постепенно оседать на поверхность материала. Это приведет к тому, что на металле появится ровное и качественное покрытие. Катализатором становится электрический ток.
Горячее цинкование базируется на стандартном методе опускания детали в расплавленный цинк. После застывания покрытие также будет качественным, ровным и способным выполнять все свои защитные функции.
При выборе определенного метода у клиентов всегда встает вопрос о том, что лучше? Ответ нужно искать при рассмотрении ряда факторов:
- Тип среды, в которой будет использоваться оцинкованное изделие, степень агрессивности внешних факторов.
- Форма изделия и его размеры.
- Установленные требования к внешнему виду покрытия.
Далее мы рассмотрим конкретные особенности каждого из используемых в промышленности методов.
Зависимость точки росы от температуры и относительной влажности

Важно отметить, что наносить каждый последующий слой покрытия можно только после полного высыхания предыдущего слоя.
На очищенную поверхность наносят антикоррозийную композицию, в составе которой присутствует цинк. Чтобы исключить образование конденсата, наносить составы следует с учетом рекомендаций производителей в отношении рабочих температур.
Нанесение краски с цинком осуществляется в несколько слоев. При этом каждый последующий слой наносят только после полного высыхания предыдущего. Ускорить высыхания краски позволяет безвоздушная технология или применение пневмокраскопультов.
Качество нанесенного защитного покрытия, а также уровень адгезии проверяют с помощью специальных измерительных устройств. Также проводится визуальный осмотр для выявления участков, которые необходимо доработать, и других дефектов покрытия.
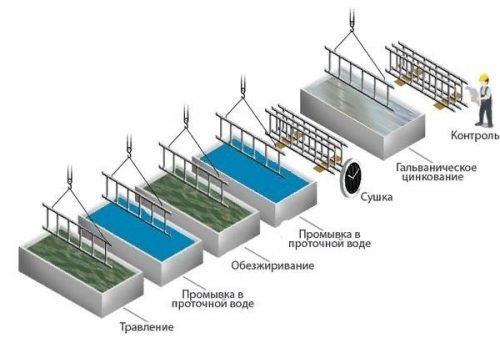
На производстве гальваническая обработка металла проводится в строгой последовательности
- Очистка поверхности деталей от лакокрасочных и смазочных материалов, ржавчины и окалины (процедура проводится с использованием обезжиривающих и щелочных смесей).
- Промывка чистой водой в специальной проточной ванне.
- Электролитическое обезжиривание и последующая промывка.
- Травление в составе, который включает воду и соляную кислоту. Процедура удаляет остатки ржавчины и окалины, исключая растворение или деформацию основного металла, а также декапирует поверхности перед обработкой.
- Промывка, непосредственно гальваническая оцинковка и повторная промывка.
- Для устранения с поверхности окисной пленки применяться осветление металла в растворе, состоящем из воды и азотной кислоты.
- Промывка, фосфатирование (при необходимости) с последующей промывкой.
- Может быть проведена пассивация электролитическим хроматированием или путем хроматированного распыления.
- Сушка детали.
В зависимости от особенностей технологии обработки и типа продукции гальваническая обработка металла может включать дополнительные манипуляции.
Если обрабатывают полосу, то цинкование начинают с разматывания материала, а далее выполняют сварку концов. На заключительном этапе полосу обрабатывают маслом и сматывают.
Требования нормативных актов и стандартов
Материалы, используемые при холодной оцинковке металла, в обязательном порядке должны отвечать нормам, которые определяет ГОСТ 9.305-84. Отдельные характеристики регламентируются рядом нормативно-правовой документации и стандартами: ISO 8502-3, ГОСТ 12.2.052 и ISO 8503-1.
Проверка качества обезжиривания проводится с помощью люминесцентного метода, согласно требованиям ГОСТа 12.2.052, а степень шероховатости определяют с использованием классического профилометра или специального компаратора – согласно требованиям 8503-1.
Когда изобрели холодное цинкование?
Холодное цинкование как способ антикоррозионной защиты металлических поверхностей ведет свою историю с 1950 года. Для того времени создание подобного материала означало новый виток в развитии защитных покрытий.
Обратитесь к профессионалам
Наша компания обеспечивает проведение качественного горячего цинкования. В пользу работы с нами говорит ряд факторов:
- Большие производственные мощности.
- Оперативная поставка товара.
- Применение передового оборудования.
- Строгий контроль качества.
- Внимательное отношение к каждому клиенту.
Наша продукция полностью соответствует ГОСТ 9.307-89 и хорошо противостоит процессу коррозии. Мы готовы ответить на все интересующие клиентов вопросы, организовать оперативное проведение обработки и поставку партии готового товара. Чтобы связаться с нами, оставьте заявку на сайте или звоните.
Популярные составы для холодного цинкования
Технология нанесения защитных смесей предполагает использование разных цинкосодержащих составов.
Выбор конкретного вещества зависит от множества факторов.
Получить высокую антибактериальную, барьерную и катодную защиту позволяют следующие составы:
Металлоконструкции, обработанные по технологии холодного цинкования, сохраняют свои первоначальные свойства и качества более продолжительный период времени, чем изделия, обработанные другими традиционными методами.
Несмотря на высокие защитные характеристики, которые позволяет получить данная технология, процедура нанесения покрытия требует меньше трудозатрат, нежели при гальванической и горячей оцинковке металла.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.
Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.
Гальваническое цинкование и его особенности
Применение такого метода цинкования предполагает постепенное оседание ионов цинка на материал. Это происходит под действием электрического тока.
Покрытие, которое удается сформировать, в результате будет ровным и без перепадов толщины. Таким образом эстетические качества станут лучше, чем в случае со стандартной горячей оцинковкой.
Важным этапом обработки таким методом становится пассивация. Для нее деталь помещают в раствор хроматов. Можно сразу опознать оцинкованное изделие, которое прошло пассивацию – цвет его поверхности становится характерным золотистым или голубоватым.
К недостаткам можно отнести то, что защитный слой будет не таким толстым, как в случае с горячим методом. Это накладывает определенные ограничения как по области использования металлического предмета, так и по правилам обращения с ним.
Рекомендуется обратить внимание на метод гальванического цинкования при создании следующих типов продукции:
- Прокат тонколистового типа. Использование для него метода горячего цинкования потенциально может привести к образованию деформации.
- Продукция, которая редко или совсем не контактирует с водой. Важное условие заключается и в том, что деталь должна использоваться в средах со слабым уровнем агрессивности.
- Простые изделия. Причина в том, что цинк ложится только на поверхность, а вот в труднодоступные места он попросту не попадает. Для сложных деталей стоит выбирать горячую оцинковку.
Обратите внимание на то, что метод отлично подойдет также для применения с резьбовыми изделиями.
Специалисты говорят о том, что противопоставлять методы горячего и гальванического цинкования было бы ошибочно. У каждого подхода есть свои сильные и слабые стороны, ключевые различия.
Возможные проблемы при цинковании
Желание сэкономить на покрытии крепежа зачастую опасно во многих отношениях. Крепеж с «родным» покрытием, оцинкованный заводом-изготовителем, надежнее крепежа, оцинкованного вне предприятия-изготовителя, по следующим причинам:
- Нанесение любого покрытия требует предварительного обезжиривания и очистки поверхности. При этом велик риск внешнего водородного охрупчивания стали — крепеж может потерять прочность.
- При горячем и термодиффузионном цинковании возможен отпуск болтов, опять же с потерей их прочности.
- При нанесении слоя цинка толщиной более 15-20 мкм крепеж может потерять свинчиваемость, что чревато опасными ошибками при монтаже.
Поэтому нанесение покрытия на крепеж должно выполнятся профессионалами. И лучше всего, самим изготовителем крепежа, знающим химический состав стали и режимы ее термообработки, имеющим возможность прослабления резьбы в процессе производства, принимающим необходимые меры для снижения вероятности водородного охрупчивания, выполняющим все испытания крепежа с покрытием.
Необходимость прослабления резьбы под «толстые» покрытия
Крепеж должен полностью соответствовать стандартам, за исключением случаев, где его резьбу специально «прослабляют», чтобы иметь возможность наносить покрытия большей толщины. Рекомендуемые толщины покрытий ограничены основным отклонением резьбы и, следовательно, шагом и положениями полей допусков.
Водородное охрупчивание
Как горячее, так и холодное цинкование может привести к значительному снижению прочности креплений. Такая ситуация получается при проникновении водорода в металл, что и приводит к водородному охрупчиванию. Это проявляется в образовании внутри стали растрескивания и пористости. Вследствие опасности водородного охрупчивания крепления класса прочности 10.9 и выше не рекомендуется подвергать электролитическому оцинкованию. Прочные крепления следует подвергать температурной обработке сразу же после электролитического оцинкования с целью удаления водорода.
Тем не менее, гарантировать полное удаление водорода с помощью температурной обработки нельзя.
Травление, выполняемое перед горячим оцинкованием, также может привести к проникновению в сталь водорода.
Термодиффузионное цинкование
Это методика создания защитного слоя цинка при +260-450 градусах. Есть прямая зависимость между температурой и равномерностью покрытия.
Деталь, пребывая в подобной среде, на атомном уровне меняется, реагируя на более активный цинк. Получается слой 20-100 мкм, равномерно распределенный по металлоконструкции. За счет регулирования времени цинкования можно изменять толщину защиты.

- Регулируемая толщина слоя цинка.
- Повышенная прочность слоя благодаря диффузии.
- Равномерность распределения атомов цинка.
- Повышенное сопротивление механическим повреждениям.
- Защитный слой самовосстанавливается.
- Повышенная защищенность от коррозии.
Есть и несколько слабых сторон:
- Сложность организации технологического процесса.
- Высокая себестоимость методики.
- Плохой внешний вид детали после обработки.
Термодиффузная обработка актуальна в сферах, где важна максимальная устойчивость к механическому износу покрытия. Методика используется в энергетике, нефтегазовой и сельскохозяйственной отраслях.
Горячее и гальваническое цинкование. Плюсы и минусы.
Несмотря на наличие минусов и ограничений, данные способы все же имеют и неоспоримые преимущества, которые мы кратко рассмотрим в этой части статьи.
Технология гальванического цинкования позволяет:
- Достаточно точно регулировать толщину получаемого покрытия. В результате резьба, отверстия и другие ответственные элементы практически полностью сохраняют исходные размеры.
- Придать изделиям привлекательный внешний вид. Технология предусматривает нанесение защитного покрытия только на внешние поверхности изделий.
Имеет такие недостатки как:
- Высокая стоимость. Из-за наличия специального оборудования и необходимости очистки сточных вод гальваническое цинкование сложно назвать доступным методом.
- Невысокая коррозионная устойчивость. По этому параметру гальванические покрытия проигрывают не только холодному, но и горячему цинкованию.
Цинковое покрытие, нанесенное горячим способом также сложно охарактеризовать однозначно. К преимуществам этого способа можно отнести:
- Простоту и высокую скорость нанесения покрытия: предварительно подготовленное изделие опускается в ванну с расплавленным цинком.
- Отсутствие зависимости качества покрытия от квалификации сотрудника.
- Высокие антикоррозионные и эстетические свойства обработанных изделий. Качественно нанесенное покрытие надежно защищает металл в течение 25-30 лет.
- Возможность защиты внутренних поверхностей. Расплавленный цинк легко заполняет собой все пустоты и полости вашей детали.
Однако есть и недостатки, к которым относят:
- Наличие ограничений по размеру и весу деталей. Технологические ванны имеют ограниченный размер, поэтому этот способ не подойдет для крупногабаритных конструкций.
- Невозможность ремонта (восстановления) покрытия.
- Требования к конструкции деталей или изделий. Для горячего цинкования конструкции не должны содержать закрытых полостей и воздушных карманов.
- Некоторую неравномерность получаемого покрытия. Возможно различие толщин в разных частях детали.
Вывод
Цинковый слой, нанесенный методом горячего оцинкования, способен сохранять эксплуатационные свойства на протяжении до 120 лет при использовании в обычных условиях. Это обусловлено толщиной слоя цинка, который составляет до 200 мкм.
В результате металл приобретает высокие защитные свойства и отличается стойкостью к механическим воздействиям. Более того, покрытие способно самостоятельно восстанавливаться при образовании трещин, что обусловлено особенным составом цинкового раствора.
В свою очередь толщина слой цинка при гальванике составляет не более 15 мкм. Поэтому срок службы изделий с такой толщиной покрытия в агрессивных условиях способно прослужить не более 1 года. Преимуществами данной методики выступают доступная стоимость, ровность и равномерность покрытия.
В заключение
Невзирая на надежность технологии горячего цинкования, ее применение не всегда целесообразно.
Ведь для проведения процедуры зачастую необходимо демонтировать конструкцию, транспортировать ее к месту проведения работ, а затем снова монтировать.
Это влечет значительные расходы, в отличие от оцинковки деталей холодным методом.
Поэтому данная методика в большинстве случаев является предпочтительнее, поскольку позволяет сэкономить с сохранением должного качества защиты металла.
Технология дает возможность защитить металлоконструкции сроком от 10 лет.
«Стройметиз», являясь официальным представителем заводов-изготовителей, поддерживает широкий ассортимент крепежа на складах как с покрытием, так и без. В некоторых случаях, сложные проектные задачи, реализуемые нашими клиентами, требуют нанесения специальных видов покрытий, отличающихся от стандартных.
Индивидуальный подход в решении нетривиальных задач наших потребителей, позволяет нам предложить услугу нанесения специальных видов покрытия на крепежные изделия. Подробности по этой ссылке.
Зинкование это круто! А то у нас вечно все ржавеет быстро. Главное чтоб реально оперативно делали и не затягивали с поставками а то как-то не очень хочется ждать неделями. Хотел бы узнать про толщину покрытия какое можно заказать? И сколько примерно будет стоить обработка детали?
Да ну? А чем они тогда отличаются? А то сейчас все как-то запутались в этих цинках, эмалях и прочем. Кто-то реально путал? Не верится.