
Оцинкованная листовая сталь – один из самых распространенных и востребованных материалов. Изделия из стального листа, подвергшегося горячему цинкованию, широко применяются для изготовления элементов кровли, водосточных труб, создания стальных опор освещения, коробов вентиляции и т. д.
Металлоконструкции из железа или стали, находящиеся в постоянном контакте с влагой, со временем полностью разрушаются под действием коррозии. Это происходит из-за окисления металла. Чтобы предотвратить этот процесс, существует несколько технологий защиты металлоизделий. Одна из них – горячее цинкование. Изделие покрывают слоем цинка, который десятилетиями защищает всю поверхность от коррозии и может применяться практически при любом уровне влажности. Такое решение позволяет значительно сократить затраты компании на новые конструкции и обслуживание старых.

Не доводить до такого состояния поможет горячее цинкование
Одним из наиболее эффективных способов защиты поверхности изделий и конструкций является горячее цинкование металла. Эта технология предусматривает использование специального оборудования, позволяющего наносить слой цинка с минимальной толщиной, обеспечивающей длительный (до 60 и более лет) срок эксплуатации без проявления коррозии.
Наша компания является одним из лидеров на рынке Москвы по оказанию услуг в этой сфере. Каждая принятая заявка от предприятий или физических лиц выполняется с гарантированным качеством. При этом мы устанавливаем на такие работы доступные цены с возможностью получения привлекательных скидок.
Горячее цинкование – это метод покрытия поверхности металлического изделия слоем цинка, уступающий по своей популярности только гальванической технологии оцинковки. Между тем по стоимости выполнения, а также по долговечности формируемых цинковых покрытий данный способ превосходит электрохимическое цинкование.

Результаты испытаний болтов с различной оцинковкой в растворе соляной кислоты
Ознакомиться с требованиями ГОСТ к горячим цинковым покрытиям можно, скачав документ в формате pdf по ссылке ниже.
Цинкование — это покрытие материала тонким слоем цинка. Оно защищает сталь от коррозии, продлевает срок службы металлического проката.
Большинство металлов реагируют с кислородом (реакция окисления). У разных веществ реакция окисления происходит неодинаково. В результате оксидирования на поверхности Zn образуется защитная пленка. Она не дает кислороду проникать вглубь материала. Так окисление останавливается.
У железа и сплавов, его содержащих, другой механизм оксидирования. Соединения O2 и Fe (гидроксиды) быстро разрушаются. Через разрушенный верхний слой воздух попадает вглубь материала, так начинает образовываться ржавчина.
Цинковое покрытие предотвращает оксидирование железа и стали. На цинке образуется пленка, которая защищает и находящийся под ним металл. Достаточная толщина защитной прослойки: 40-200 мкм.
Защита металла от возникновения и развития коррозии является очень актуальным вопросом, решение которого позволяет значительно продлить срок службы металлических изделий, а также сделать их эксплуатацию более надежной. Самым распространенным способом, позволяющим обеспечить такую защиту, является цинкование, подразумевающее нанесение на поверхность металла покрытия, в химическом составе которого может содержаться до 95% цинка. Цинкование металла можно выполнять по различным технологиям, каждая из которых применяется в определенных ситуациях и имеет как достоинства, так и недостатки.

Цинкование получило наибольшее распространение среди других анодных защитных покрытий металлов
- Основные классификации и марки сталей
- Методы цинкования
- Горячее цинкование
- Холодное цинкование
- Гальванический метод
- Термодиффузионное цинкование
- Газотермическое напыление цинка
- Сертификат соответствия
- Покрытие горячим цинкованием
- Преимущества метода
- Подготовительные этапы процедуры
- Преимущества горячего цинкования
- Услуги горячего цинкования в Москве
- Метод горячего цинкования
- Цены на услуги
- Условия и технология горячего цинкования металла
- Виды услуг
- Гальваническое цинкование
- Термодиффузное цинкование
- Преимущества оцинкованного профиля
- Оцинкование металла
- Как выполнить процедуру в домашних условиях
- Для чего на сталь наносят слой цинка
- Стоимость услуг
- Необходимость и преимущества оцинковывания металлов
- Как выполняется горячее цинкование
- Подготовка металлического изделия к процедуре
- Как осуществляется технологический процесс
- Горячее цинкование металлоконструкций
- Бесшовные трубы
- Как цинкование защищает металл от коррозии
- Услуги цинкования металлоконструкций
- На что можно наносить цинковый слой?
- Особенности изготовления оцинкованного стального профиля
- Зачем металлические изделия подвергают цинкованию
- Заключение
Основные классификации и марки сталей
К оцинкованному листу предъявляются строгие отраслевые требования. Качество рулонного, листового металла, в том числе покрытого антикоррозийной защитой с помощью горячего метода, регламентируется ГОСТ 14918-80.
Наиболее часто для изготовления изделий используются следующие марки стали:
- 08кп и 08пс;
- Юкп;
- 08Ю;
- Ст1, Ст2 и СтЗ.
Применение готового материала зависит от классификации, которая осуществляется по различным параметрам. Для распределения по назначению металлопрокат маркируется обозначениями ОН (общее назначение), ХШ (холодная штамповка) и другими.
Сталь холодной штамповки классифицируется по способности к вытяжке (Г, ВГ – глубокая, весьма глубокая, Н – нормальная). В зависимости от качества оцинковка подразделяется на изделия нормальной и уменьшенной разнотолщинности (УР, НР).
При персональном заказе металлопроката оговаривается возможность нанесения на лист рисунка кристаллизации (РК; оцинкованная сталь без него имеет маркировку МТ).
В зависимости от толщины покрытия листы подразделяются на классы: обычный, высокий и повышенный.
Заказать металлоизделия из оцинкованной стали можно у специализированного производителя – «СПК «Регион».
Методы цинкования
На сегодняшний день цинкование металла осуществляется с помощью следующих методов:
- горячего;
- холодного;
- гальванического;
- газотермического;
- термодиффузионного.
Выбор метода, который будет использоваться для цинкования деталей и конструкций, изготовленных из стали, зависит от условий их эксплуатации, а также от характеристик, которым должен соответствовать защитный слой. Вне зависимости от используемой технологии цинкования необходимо заранее определиться с толщиной формируемого защитного слоя, которая зависит от таких параметров технологического процесса, как время воздействия на металл рабочей среды, а также от температуры выполнения обработки. При использовании стальных деталей и конструкций, на поверхность которых нанесен слой цинкового покрытия, следует иметь в виду, что они не должны подвергаться значительным механическим воздействиям, так как защитное покрытие из данного металла отличается высокой хрупкостью и может легко разрушиться.
Чтобы разбираться в том, какие виды цинкования следует использовать в той или иной ситуации, надо хорошо изучить каждый из них.
Горячее цинкование
Горячее цинкование металлоконструкций, хотя и позволяет добиться наилучшего качества и долговечности обработанных изделий, занимает среди подобных технологий только второе место по распространенности. При использовании этого метода возникает проблема экологической безопасности, так как его реализация требует применения сильных химических реагентов для подготовки обрабатываемой поверхности, а сама процедура выполняется в расплавленном цинке.
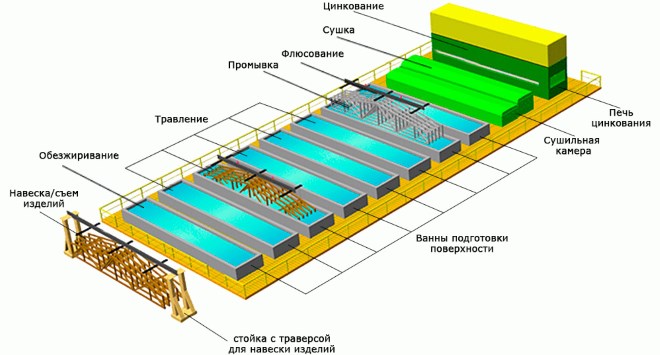
Промышленная линия горячего цинкования
В процессе оцинкования стали с использованием горячего метода выделяются два этапа:
- подготовка поверхности изделия к обработке;
- сама процедура покрытия металла цинком.
В свою очередь подготовка обрабатываемой поверхности также выполняется в несколько этапов:
- очистка и обезжиривание;
- травление с использованием кислотных растворов;
- промывка после травления и флюсование;
- тщательная просушка.

Погружение опор в ванну с горячим цинком
После того как изделие прошло все этапы предварительной подготовки и полностью просохло, его помещают в специальную ванну, наполненную расплавленным цинком. В результате на поверхности стального изделия формируется тонкий слой, состоящий из железа и цинка (Fe-Zn), который и обеспечивает надежную защиту от коррозии. После извлечения из ванны изделие обдувают сжатым воздухом, за счет чего обеспечивается не только его просушка, но и удаление с обработанной поверхности лишнего цинка. Большим недостатком данного метода цинкования металла является то, что размеры изделий, которые могут быть ему подвергнуты, ограничены габаритами ванны с расплавленным цинком. Между тем на крупных производственных предприятиях процесс оцинкования стали – строительных лесов, мачт освещения, опор ЛЭП (линий электропередачи) – осуществляется именно таким способом.
Поскольку данный метод связан с большими трудозатратами и необходимостью применения сложного технологического оборудования, для цинкования металла в домашних условиях он не применяется.
Холодное цинкование
Широкая популярность, которую метод холодного цинкования стали приобрел в последние годы, объясняется рядом причин. Самая главная из них состоит в том, что при своей высокой технологичности и простоте реализации такой метод цинкования позволяет создавать на поверхности металла слой, отличающийся высокими защитными свойствами. Немаловажным является и то, что при этом не требуется оборудование для цинкования металла, поэтому такую оцинковку можно выполнить своими руками даже в домашних условиях.
Суть технологии холодного цинкования заключается в том, что на поверхность обрабатываемого изделия наносится специальная цинкосодержащая смесь, в качестве которой может быть использован цинконол или любой другой состав. Наносить цинконол или другую смесь можно при помощи обычной кисточки или валика. В тех случаях, когда покрыть такой смесью необходимо изделия сложной конфигурации или труднодоступные места, для ее нанесения можно использовать краскопульт. Цинконол и другие составы, используемые для выполнения холодного цинкования, позволяют получить на поверхности металла защитный слой, содержащий 89–93% цинка.
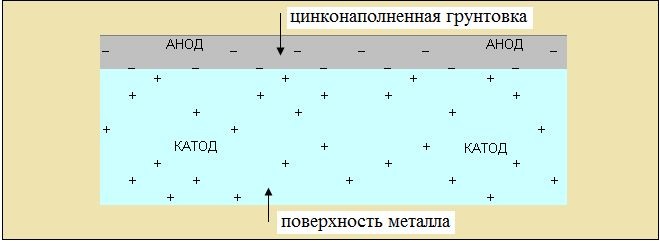
Схема холодного цинкования
Оцинковка металла с помощью холодного метода является безальтернативной в тех случаях, когда требуется обеспечить защиту от коррозии конструкциям, которые не могут быть покрыты слоем цинка по другим технологиям. К таким конструкциям, в частности, относятся уже смонтированные трубы, опоры линий электропередач, элементы железнодорожных путей, а также другие металлические элементы, которые находятся в смонтированном (стационарном) состоянии.
Цинконол и другие составы для выполнения холодного цинкования широко используются и при ремонтных работах, когда необходимо восстановить поврежденный цинковый слой на металлическом изделии или конструкции. В частности, при помощи данного метода может быть выполнена восстановительная оцинковка кузова автомобиля (более того, использовать цинконол и другие смеси можно и для начального, полного цинкования кузова своими руками).

Составы для холодного цинкования представляют собой полимерные растворы с добавлением высокодисперсионного цинкового порошка
Выполнять холодное цинкование изделий из стали можно в достаточно широком температурном интервале, при этом сформированное покрытие отличается не только высокими защитными свойствами, но и хорошей эластичностью, устойчивостью к механическим повреждениям и температурным расширениям.
Если говорить о недостатках метода холодного цинкования, то к ним можно отнести недостаточно высокую устойчивость сформированного покрытия к механическим воздействиям, а также необходимость в строгом соблюдении техники безопасности при осуществлении такой процедуры, требующей использования органических растворителей.
Гальванический метод
Гальваническое цинкование, при выполнении которого на поверхность обрабатываемого изделия оказывается электрохимическое воздействие, позволяет получать покрытия, не только отличающиеся высокой точностью по толщине, но и обладающие исключительной гладкостью. Такое электрохимическое цинкование обеспечивает формирование на поверхности металла защитного слоя, толщина которого находится в интервале 20–30 мкм.
Гальваническое цинкование позволяет регулировать толщину формируемого защитного слоя, при этом он отличается равномерностью и высокой декоративностью. За счет того, что при выполнении гальванической оцинковки металл и цинк, который наносится на его поверхность, соединяются на молекулярном уровне, готовое покрытие отличается исключительно высокой адгезией с основным металлом. Между тем на степень адгезии оказывает влияние наличие на поверхности обрабатываемого изделия жировых и окисных пленок, удалить которые полностью (особенно в условиях массового производства) практически невозможно.

Гальваническая линия цинкования включает в себя полный комплекс обработки (от подготовки до закрепления)
Гальваническое цинкование выполняют следующим образом. Обрабатываемая конструкция и цинковые пластины помещаются в электролитический раствор, а затем подключаются к положительному и отрицательному контактам источника электрического тока. За счет сформированной таким образом разности электрических потенциалов пластины начинают растворяться в электролите, и молекулы цинка устремляются к поверхности обрабатываемого изделия, оседая на ней и формируя однородный защитный слой.
Большим преимуществом, которым гальваническое цинкование отличается от других технологий, является то, что оно позволяет сформировать на поверхности изделия защитный слой, отличающийся исключительными декоративными характеристиками. Гальваник при этом может регулировать толщину такого слоя.
К наиболее значимому недостатку данного метода можно отнести его достаточно высокую себестоимость, которая складывается не только из стоимости цинковых пластин и электролита. Например, использованный электролит, который содержит достаточно большое количество опасных отходов, необходимо тщательно очищать перед отправкой в канализацию, что также серьезно отражается на себестоимости метода.
Термодиффузионное цинкование
Термодиффузионная технология цинкования металла (ТДЦ), которую часто называют шерардизацией, была разработана еще в 20-х годах прошлого столетия, но долгое время применялась недостаточно активно. С конца прошлого века оцинковывание металла по данной технологии вновь обрело популярность.
Суть данного метода покрытия металлического изделия цинком заключается в том, что обрабатываемую деталь вместе с цинкосодержащей сухой смесью помещают в герметичный контейнер, в котором создается высокая температура – порядка 2600°. Под воздействием такой высокой температуры атомы цинка переходят в газообразное состояние, что значительно облегчает их диффузионное проникновение в поверхностный слой обрабатываемого изделия. Используют такую технологию цинкования преимущественно в тех случаях, когда на поверхности обрабатываемого металла необходимо сформировать защитный слой, толщина которого превышает 15 мкм.

Установка для термодиффузионного цинкования
Термодиффузионное покрытие изделий из металла цинком, подготовка к которому выполняется так же, как и при горячем цинковании, отличается рядом преимуществ, к которым следует отнести:
- полную экологическую безопасность процесса, так как он выполняется в герметичном контейнере;
- практически полное отсутствие пор на готовом защитном покрытии, отличающемся высокой адгезией к обрабатываемой поверхности;
- высокую защитную способность покрытия, полученного по данной технологии (в 5 раз выше, чем у цинкового слоя, сформированного гальваническим способом);
- возможность регулировать толщину цинкового слоя в достаточно большом диапазоне;
- сохранение даже сложной формы и геометрических параметров покрытого цинком изделия;
- отсутствие необходимости в специальной утилизации образующихся отходов.

Так выглядят изделия, покрытые цинком по методу ТДЦ
Есть у данного метода покрытия металлических изделий цинком и свои недостатки, к которым следует отнести:
- не слишком привлекательный грязно-серый цвет готового покрытия и отсутствие металлического блеска;
- невысокую производительность;
- наличие включений цинковой пыли в окружающем воздухе при выполнении такого процесса, что наносит вред человеческому здоровью;
- неоднородность цинкового покрытия по толщине.
Газотермическое напыление цинка
Чтобы покрыть слоем цинка металлический лист или объемную деталь, можно использовать газотермический метод цинкования. Суть такого метода заключается в том, что цинк, присутствующий изначально в составе сухой смеси или проволоки, напыляется на поверхность обрабатываемого изделия в составе газовой среды. Использовать такую технологию оптимально в тех ситуациях, когда цинковый слой надо нанести на крупногабаритные изделия, которые нельзя подвергнуть обработке другими способами.
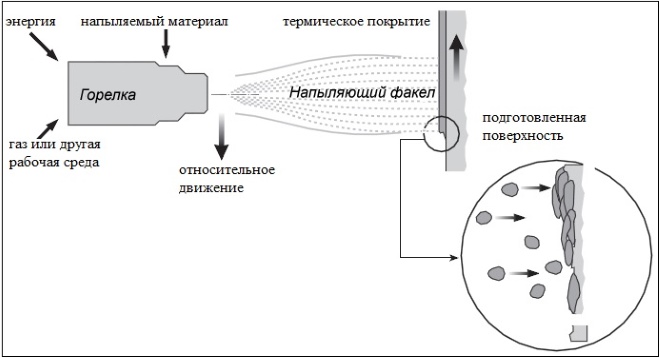
Принцип газо-термического цинкования
Покрытие металлического изделия цинком при использовании такого метода происходит следующим образом. Частички расплавленного металла, ударяясь об обрабатываемую поверхность, формируют тонкий слой, напоминающий по своей структуре чешую. Такое покрытие, которое характеризуется наличием большого количества пор, дополняется нанесением лакокрасочных материалов. Созданный в результате такого комбинирования слой обладает защитными свойствами, позволяющими металлическому изделию, на которое он нанесен, длительное время успешно эксплуатироваться в достаточно агрессивных средах (высокая влажность, постоянное воздействие морской и пресной воды и др.).
Параметры цинковых покрытий, наносимых всеми вышеперечисленными способами, регламентирует соответствующий ГОСТ, на который и следует ориентироваться специалистам.
Сертификат соответствия
Эффективный способ защиты поверхности металла от разрушения заключается в окунании крупногабаритных заготовок в ванну с расплавом цинка. Заказы на услугу принимает компания «Новаметалл Трейд».
Покрытие горячим цинкованием
Основным конструктивным металлом служит сталь. В присутствии кислорода и влаги воздуха молекулы железа на поверхности активно присоединяют кислород. Изделие истончается, теряет прочность.
В момент цинкования Fe + Zn, образуют устойчивую пару. Так сохранится металл, а на заготовке образуется пленка из стойкого ZnСO2. Горячее цинкование – наиболее эффективный метод защиты поверхности железа и стали от контакта с агрессивной средой. Процесс обработки многоэтапный, соответствует стандарту для цинкования в ванне длиной до 14 м.
Преимущества метода
Устойчивая связь Fe-Zn на молекулярном уровне позволяет создать стойкое, неокисляющееся покрытие для основного изделия. Преимущества метода:
- Превосходит все другие способы защиты, не нуждается в обновлении от 85 до 55 лет, в зависимости от условий.
- Толщина облицовки регулируемая, за счет времени контакта детали с расплавом.
- Устраняются внутренние и внешние дефекты сложных поверхностей.
- Поврежденные участки покрытия самовосстанавливаются.
Для максимальной адгезии пары Zn-Fe деталь должна быть тщательно очищена. В процессе применяем процедуры химической и физической обработки в соответствии ГОСТ 9.307-89.
Подготовительные этапы процедуры
- Механическая обработка пескоструйной машиной – удаление ржавчины, шлаков, заусениц, сглаживание углов.
- Обезжиривание стандартизированными ПАВ реагентами при t 750 C, для усиления адгезии Fe-Zn. Промывка. Остатки моющих средств удаляем в длинных емкостях.
- Травление происходит погружением заготовки в раствор ингибированной соляной кислоты комнатной температуры. Концентрация его зависит от видимых загрязнений, подбирается по стандарту 14-20 %.
- Промывка детали после травления обязательна.
- Флюсование – нанесение раствора, предупреждающее окислении чистой поверхности металла до цинкования. Заготовку окунают в 50 % раствор хлоридов цинка и аммония. При необходимости в ванну вводят перекись водорода.
- Просушка и нагрев поверхности после влажной обработки в сушильном шкафу и поднимает ее температуру до 100 0 перед цинкованием.
Преимущества горячего цинкования
- Устойчивость к коррозии. Горячее цинкование в несколько раз выше, чем электрохимическое покрытие.
- Отсутствие повреждений при высокой влажности. Горячеоцинкованная сталь не поддается сжатию и расширению.
- Амортизация. Горячее цинкование поглощает силу удара и защищает основной металл.
- Экономия. Оцинкованный металл не требует повторной окраски.

Просто посчитайте экономию от применения горячего цинкования
Услуги горячего цинкования в Москве
Методика получила мировое признание, как лучший способ защиты черных сталей от коррозии. Материал работает в жестких условиях, заменяя дорогостоящую нержавейку.
Метод горячего цинкования
Наиболее выгодная, практичная и востребованная технология. Для нанесения защитного слоя на металлозаготовку после предварительного обезжиривания ее погружают в ванну с расплавленным цинком, после чего извлекают и сушат. Температура цинка в емкости – 450–460 °С.
Качество полученного цинкового покрытия тщательно контролируется. Защитный слой оценивают визуально, проверяют его толщину (магнитным или металлографическим способом) и прочность сцепления с поверхностью (нагреванием, ударами молотком, нанесением царапин).
Метод горячего цинкования имеет следующие преимущества:
- Высокая механическая прочность защитного покрытия.
- Цинк покрывает всю площадь металлоконструкции, включая труднодоступные места.
- Срок службы покрытия – до 60 лет, даже при взаимодействии с агрессивными средами.
После оцинковки стальной лист обладает всеми преимуществами нержавеющего металла, хорошо поддается разным видам обработки. Для дополнительной защиты поверхности после цинкования ее окрашивают декоративной порошковой краской.

Оцинкованная сталь используется для создания современных фонарей освещения
Горячее цинкование металлоконструкций при сравнении с другими технологиями имеет ряд весомых преимуществ.
- Подвергаться обработке по данной технологии могут даже детали, отличающиеся высокой сложностью геометрической формы. В частности, такую технологию активно используют для обработки труб.
- Поврежденные в результате механического воздействия участки цинкового покрытия могут самовосстанавливаться, причем происходить это может без постороннего вмешательства.
- По сравнению с другими способами оцинковки, метод горячего цинкования позволяет сформировать покрытие, устойчивость которого при взаимодействии с жидкими средами выше в 6 раз. Именно по этой причине такую технологию и применяют для обработки труб и различных емкостей.
- Горячая оцинковка позволяет эффективно устранять многие дефекты обрабатываемой поверхности, такие как раковины, поры и др.
- Эксплуатация труб и других метизов, которые покрыты цинком по данной технологии, требует минимальных финансовых затрат. Их поверхности, в частности, не требуют регулярной окраски, так как уже надежно защищены от воздействия негативных факторов внешней среды. Это очень актуально для труб, которые эксплуатируются в труднодоступных местах (в стенах, под землей и т.д.).
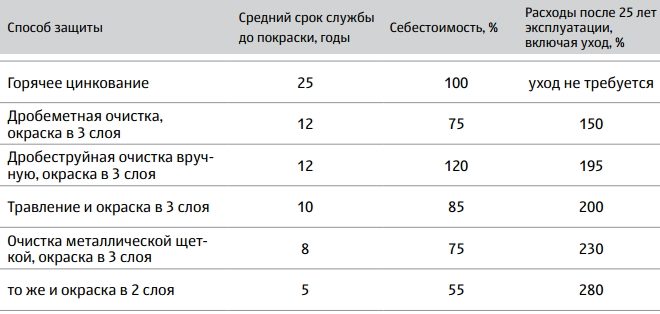
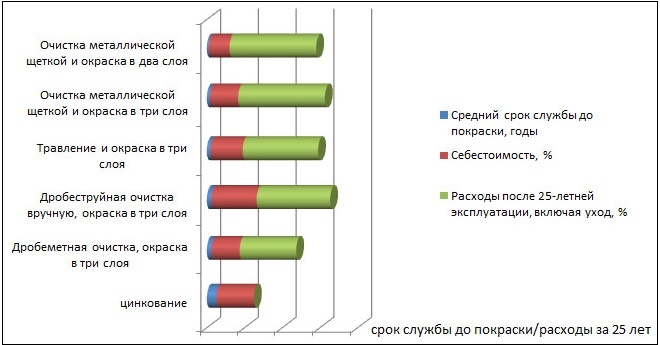
Сравнение стоимости и работоспособности горячеоцинкованной стали с другими методами защиты
Цены на услуги
Технология горячего цинкования металлоизделий позволяет получать ряд существенных преимуществ:
- можно заказывать обработку любых по форме заготовок, причем с самой сложной конфигурацией;
- стоимость этого процесса сравнительно невысокая, что делает его доступным для каждого потребителя;
- высокая степень устойчивости к воздействию химической среды;
- поверхность деталей, покрытых цинком, может самовосстанавливаться при появлении мелких повреждений;
- принимая заявки на такую услугу, мы предлагаем максимально доступные цены, обеспечивая гарантированное качество.

Горячее цинкование кованых изделий

Цинкование металла по ГОСТ


Условия и технология горячего цинкования металла
Технология горячего цинкования, применяемая в наших производственных цехах, предусматривает проведение следующих операций:
- сначала лист или заготовка из металла проходит стадию предварительной подготовки. Так, поверхность изделия очищается от грязи и ржавчины, затем при температуре 75 градусов обезжиривается и тщательно промывается;
- на следующем этапе производится флюсование, повышающее эффективность сцепления цинка с обрабатываемым материалом;
- на завершающей стадии металлоконструкция опускается в специальную ванну.
Такая услуга у нас предоставляется по низкой цене в результате работы с поставщиками на выгодных условиях.

Для уточнения всей информации, обращайтесь к нам любым удобным способом и мы проконсультируем Вас по всем вопросам совершенно бесплатно!
Виды услуг
Самым востребованным является метод горячего цинкования. Упомянутый способ дает надежное протекционное покрытие. Для сравнения мы рассмотрим все возможные варианты цинковки.
- Металлопрокат окунают в расплавленный Zn, температура которого составляет 460 градусов.
- Затем расплавленный металл застывает, образуя защитную пленку.
- Излишки вещества удаляют на центрифуге.
- Процесс и результат работы устанавливает государственный стандарт 9307-89.
Перед обработкой выполняется подготовка поверхности. Заготовки подвергаются обезжириванию, травлению, промывке, флюсованию, просушке. Оцинковка заготовок проводится в специальных печах.
- Повышение коррозионной устойчивости предметов в 5-7 раз.
- Самовосстановление химически поврежденных участков.
- Устойчивость к механическим повреждениям.
Подробнее о нем на этой странице.
Термическая цинковка — экономичный и надежный способ защиты металлопроката. Нанесенный Zn будет сохраняться до 65 лет в производственном цеху и 80-120 лет в частном строительстве. Метод не подходит для крупногабаритных конструкций, которые нельзя поместить в печь.
Гальваническое цинкование
- Сталь обрабатывают раствором цинкосодержащего электролита. Происходит электрохимическое осаждение.
- Нанесение гальванического спецпокрытия регламентирует ГОСТ 9.309-86.
- Методика подходит для деталей, которые будут использоваться в сухих помещениях.
- Спецпокрытие больше декоративное, чем антикоррозийное (эффективность защиты низкая).
Термодиффузное цинкование
- Субстрат обрабатывают в цинкосодержащем порошке при температуре 290-450 градусов. Метод также называется шерардизацией.
- Второй вариант: контакт стали с испарениями цинка при 800-900 градусах.
- Термодиффузную обработку регламентирует государственный стандарт Р 9.316-2006.
Эффективность сравнима с термической технологией. Главный недостаток — высокие затраты на производство. Также при термодиффузии выделяются вредные цинкосодержащие аэрозоли.
На металлопрокат наносят цинкосодержащий состав. Техника нанесения сходна с окрашиванием. Холодное окрашивание часто применяется для защиты неподвижных объектов:
- установленных металлоконструкций;
- архитектурных элементов;
- арматуры линий электропередач;
- железнодорожных путей;
- заборов и ограждений;
- элементов мостов и путепроводов.
Состав и технологию нанесения антикоррозийных веществ регламентирует ГОСТ 9.305–84. Для металлообработки используется кисточка, валик, распылитель. Холодная цинковка применяется для поддержания и восстановления покрытий, нанесенных другими способами. Она подходит для ремонтирования швов.
Преимущества оцинкованного профиля
Оцинкованный лист – это вид металлоизделий, покрытый цинковым слоем для предотвращения коррозии. Металлопрокат получают, покрывая особые марки листовой стали марочным цинком. Благодаря такому методу производства и обработки, изделия обладают следующими техническими особенностями:
- Высокая устойчивость к механическим нагрузкам.
- Небольшой вес.
- Экономичность.
- Устойчивость к коррозии.
Стальные конструкции удобны в транспортировке и установке благодаря небольшому весу, из-за чего предпочтительны во многих сферах, например, при монтаже коммуникаций и освещения. Цинковое покрытие устраняет единственный существенный недостаток стали – подверженность коррозии. Оцинкованный лист имеет увеличенный срок службы. Защитные покрытия наносятся на металлические заготовки и конструкции гальваническим методом, посредством горячего цинкования и другими способами.

Так выглядит лист оцинкованного профиля
Оцинкование металла
Изготовители и потребители изделий из металла хотят, чтобы такие предметы служили достаточно долго. Эту задачу решает цинковое покрытие на деталях и оборудовании. Процедуру цинкования в Москве выполняет наша компания на заказ – недорого и с гарантией качества.
Клиенты могут указать дополнительные требования, предъявляемые к такой процедуре – например, толщину защитного слоя, а также способ, которым он должен наноситься на изделие. Такая работа будет выполнена в кратчайшие сроки, вне зависимости от объема заказа. Мы располагаем достаточно производительным оборудованием, чтобы решить любую задачу.
Как выполнить процедуру в домашних условиях
Оцинковка в домашних условиях выполняется преимущественно электрохимическим методом или по технологии холодного цинкования, что объясняется простотой данных способов. Чтобы выполнить цинкование своими руками с помощью электрохимического метода, необходимо тщательно подготовить поверхность обрабатываемого изделия. Такая подготовка заключается в очистке и обезжиривании, а также в протравливании кислотой и последующей промывке водой.
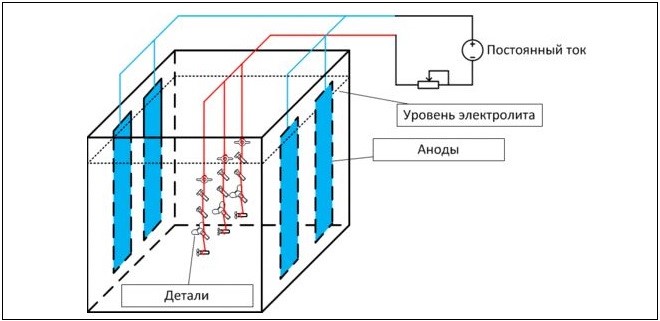
Схема гальванической установки для самостоятельного цинкования
Свой аппарат для выполнения гальванического цинкования можно изготовить из источника постоянного тока, выдающего напряжение порядка 6–12 В с силой тока 2–6 А, емкости из диэлектрического материала и устройства, при помощи которого будут фиксироваться электрод и обрабатываемое изделие. Электролитом в данном случае может выступать раствор любой соли, содержащей в своем составе цинк. Приготовить такой раствор можно из аккумуляторного электролита, поместив в него на некоторое время цинк и дождавшись окончания реакции растворения. Полученный состав перед использованием для цинкования следует процедить.
Выполняя оцинковку своими руками, следует иметь в виду, что на толщину и качество формируемого покрытия оказывают влияние следующие факторы:
- плотность тока, приходящаяся на единицу площади обрабатываемого изделия;
- температура используемого электролитического раствора;
- плотность применяемого электролита;
- геометрические параметры и сложность формы обрабатываемого изделия.
Нанесение защитного покрытия из цинка состоит из четырех этапов:
- Обезжиривание поверхности металлоизделия. Для этого используется обработка щелочью, кислотой, пескоструем или флюсом. Это помогает удалить окалину, грязь, масляные пятна и ржавчину. Благодаря такой очистке покрытие получается равномерным, также удается достигать нужной толщины.
- Погружение изделия в ванну с расплавленным цинком. Его температура достигает 419,5 °С. Изделие держат там от 3 до 10 минут. Чем дольше этот промежуток, тем толще получится слой.
- Сушка. Деталь вынимают из ванны. Если это небольшие изделия, например болты и гайки, с них удаляют остатки расплавленного металла, прокручивая в центрифуге. Если деталь крупная, остаткам цинка просто дают стечь. В зависимости от деталей могут быть использованы вибрация или дренажирование. Затем изделие проходит сушку и охлаждение – на воздухе или в ванне с водой.
- Проверка образовавшегося покрытия. Для начала узнают его толщину с помощью металлографического или магнитного способов. Затем проверяют прочность сцепления изделия с покрытием. Деталь нагревают и наносят механические повреждения, обращают внимание на цвет и однородность покрытия.
Когда все эти шаги выполнены и дефектов не найдено, изделие можно использовать.
Для чего на сталь наносят слой цинка
Хорошо известно, что изделия, изготовленные из стали, очень подвержены коррозионным процессам, особенно при эксплуатации в условиях повышенной влажности. Между тем, если оцинковать стальную деталь, можно обеспечить ей надежную защиту от коррозии. Объясняется это тем, что цинковое покрытие образует с основным металлом гальваническую пару, в которой цинк имеет большую степень электроотрицательного заряда, чем сталь.
В такой гальванической паре при воздействии на ее составляющие агрессивных факторов внешней среды подвергается воздействию коррозии именно цинк, а химические реакции стали практически исключаются. Таким образом, коррозионная защита стали будет обеспечена до тех пор, пока покрытие, состоящее из цинка, полностью не разрушится. При этом на тех участках стального изделия, где покрытие из цинка по каким-либо причинам разрушается, под воздействием кислорода и влаги формируется гидрооксид цинка, который также обладает хорошими защитными свойствами.
Преимущества нанесения цинка перед окрашиванием
Цинкование изделий из стали позволяет обеспечить им не только барьерную, но и электрохимическую защиту. Цинкование металла может выполняться по разным технологиям, для реализации которых применяется различное оборудование. Используя отдельные виды таких технологий, можно выполнить цинкование в домашних условиях и при этом добиться отличного результата.
Стоимость услуг
Вне зависимости от метода, с помощью которого производится цинкование, обработанный таким способом металл будет полностью защищен от коррозионных процессов на долгие годы вперед. Всего существует пять основных методов данной обработки, отличающихся по стоимости. Оцинковка металла бывает термодиффузионная, гальваническая, холодная, газотермическая и горячая.
Каждый из перечисленных процессов имеет свои преимущества. Специалисты нашей компании предоставят каждому заказчику бесплатные консультации на тему того, какая технология будет наиболее уместна в каждом конкретном случае.
Необходимость и преимущества оцинковывания металлов
Такая обработка на металлической поверхности дает абсолютную защиту от коррозии. До тех пор, пока цинковый слой не разрушится под влиянием механических воздействий. Кроме того, цинкование металла промышленным способом улучшает эстетику деталей и механизмов. В Москве за данной услугой целесообразно обратиться в компанию «ГИТ металл». Ваши изделия здесь в процессе обработки будут аккуратно обработаны атомами превращенного в газ цинка. Равномерное распределение материала на поверхности изделия обеспечивает превосходные антикоррозийные качества.

Как выполняется горячее цинкование
Выделяют два этапа горячего цинкования:
- Обрабатываемую поверхность тщательно подготавливают к процедуре.
- Изделие погружают в емкость с расплавленным цинком, в результате чего оно буквально обволакивается данным металлом.
Все нюансы выполнения такой технологической операции регламентирует ГОСТ 9.307-89.
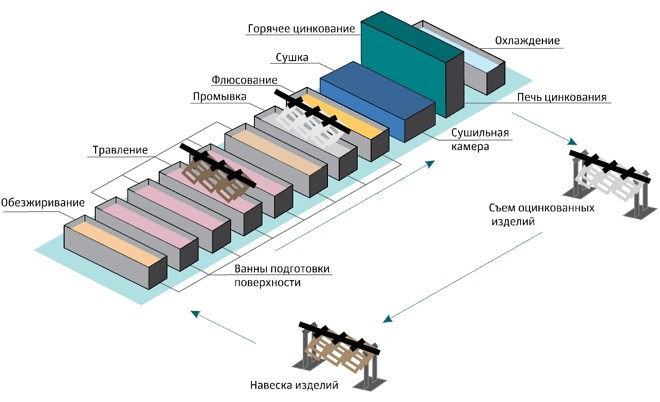
Технологический цикл цинкования
Технология горячего цинкования требует тщательного подхода к выполнению всех ее этапов. Чтобы понять их суть и назначение, каждый из них стоит рассмотреть подробнее.
Подготовка металлического изделия к процедуре
ГОСТ указывает, что поверхность, которую необходимо подвергнуть горячему цинкованию, должна быть тщательно подготовлена. Такая подготовка состоит из нескольких процедур:
- механической обработки;
- обезжиривания;
- промывки;
- травления;
- промывки после травления;
- флюсования;
- просушки.
При помощи механической обработки с поверхности удаляются загрязнения, продукты окисления, следы ржавчины, а также шлаковые включения. ГОСТ также предписывает, что острые углы и кромки, имеющиеся на изделии, должны быть скруглены, что также решается на этапе механической обработки. Для выполнения механической обработки в производственных условиях используются пескоструйные установки.

Обезжиривание металлоизделий в растворе ортофосфорной кислоты
Обезжиривание, которое выполняется при температуре около 75°, необходимо выполнять перед горячим цинкованием для того, чтобы улучшить адгезию формируемого защитного слоя с цинкуемым изделием. Присутствие на обрабатываемой поверхности жировых и масляных пятен может привести к тому, что на таких участках цинковое покрытие будет иметь неравномерную толщину или даже отслаиваться.
Выполняют обезжиривание при помощи специальных химических реагентов, список которых приводит соответствующий ГОСТ. Их остатки впоследствии должны быть полностью удалены с поверхности изделия, для чего его подвергают промывке.

Промывочные емкости для длинномерных изделий
ГОСТ также указывает, что на трубах или других изделиях, подвергаемых горячему цинкованию, не должно быть окисленных участков, а также старого цинкового покрытия, если оно наносилось ранее. Для того чтобы выполнить эти требования, обрабатываемую поверхность подвергают травлению. С этой целью обычно используется раствор соляной кислоты. Выполняют такую процедуру при комнатной температуре (22–24°), а концентрацию раствора кислоты выбирают в зависимости от того, насколько сильно поверхность загрязнена окислами и следами коррозии.
Как правило, для выполнения травления используют растворы, в которых содержится 140–200 граммов кислоты на 1 литр. При выполнении травления раствор кислоты может сильно повредить обрабатываемую поверхность. Чтобы такого не происходило, а также чтобы минимизировать выделение водорода из травильного раствора, в него вводят специальные вещества, которые называются ингибиторами. Как и после обезжиривания, после травления изделие необходимо тщательно промыть, чтобы удалить остатки использованных химических веществ.
Подготовленные к оцинковке изделия
Флюсование перед горячим цинкованием, технология которого предусматривает тщательную подготовку обрабатываемой детали, позволяет решить сразу две важных задачи: предотвратить процесс окисления и улучшить адгезию наносимого покрытия с основным металлом. В процессе флюсования, выполняемого при температуре 60°, на обрабатываемую поверхность наносится тонкий слой флюса, содержащегося в специальном растворе. В качестве флюса, как правило, используются хлориды аммония и цинка. Их смешивают с водой в соотношении 500 граммов на литр, чтобы приготовить раствор для флюсования. При выполнении флюсования очень важно следить за такими параметрами используемого раствора, как содержание железа, плотность и кислотность. Если концентрация железа в растворе превышена, в него вводят перекись водорода, которая способствует образованию солей железа, выпадающих в осадок.
Любой цех горячего цинкования в обязательном порядке должен быть оснащен термическими печами, в которых обрабатываемое изделие просушивают после выполнения флюсования. Такая термическая обработка позволяет не только удалить остатки жидкости, которая ухудшает качество готового цинкового покрытия, но и нагреть деталь до температуры 100°, что дает возможность снизить затраты на осуществление основной технологической операции.
Как осуществляется технологический процесс
Сам процесс нанесения защитного цинкового слоя, для чего может использоваться линия горячего цинкования или более простое оборудование, заключается в погружении детали в емкость с расплавленным цинком. Температура, при которой цинковый расплав находится в таких емкостях, выбирается в зависимости от ряда факторов, к числу которых относятся и геометрические параметры обрабатываемого изделия. В среднем значение такой температуры находится в интервале 420–455°.
Если в качестве оборудования применяется не агрегат для непрерывного горячего цинкования (АНГЦ), а более простые технические устройства, необходимо обеспечить выполнение следующих условий на производственном участке.
- Обязательно наличие мощной вытяжки, которая удалит из воздуха пары, интенсивно образующиеся при цинковании.
- Оборудование для горячего цинкования должно обеспечивать строгое соблюдение скорости погружения изделия в расплав, а также времени его выдержки в нем.
- Обработанная деталь после извлечения из емкости с цинком должна качественно охлаждаться.

Ванна для цинкования может достигать в длину 14 и более метров
Горячее цинкование метизов выполняется в следующей последовательности:
- Погружение изделия в емкость с расплавленным цинком.
- Выдержка, время которой может составлять от 4 до 10 минут.
- Извлечение обрабатываемой детали из емкости с расплавом, от скорости выполнения которого во многом зависит толщина формируемого покрытия.
- Охлаждение, которое может выполняться принудительно или протекать естественным путем.
Данная технология, преимущества использования которой были отмечены выше, отличается и относительно невысокой сложностью. Для осуществления такой процедуры нет необходимости готовить сложные электролитические растворы, чем на производственных предприятиях занимается гальваник.
Однако не лишена такая технология и недостатков, наиболее значимый из которых заключается в том, что размеры деталей, на которые наносится защитное покрытие, ограничены размерами емкости, содержащей расплавленный цинк. На крупных производственных предприятиях задача обработки габаритных изделий решается за счет применения агрегатов непрерывного горячего цинкования (АНГЦ).
Горячее цинкование металлоконструкций
Цена за тонну
Запросить расчет стоимости
Горячее
Гальваническое
Термодиффузное
Холодное
Цинкование труб
Бесшовные трубы
Чтобы покрытие получилось качественным и равномерным, к металлоизделию есть ряд требований. Вот основные из них:
- Отсутствие открытых полостей. Это нужно, чтобы залитый цинк полностью вытекал обратно, а газы флюса выходили наружу. Не должно быть заглушек и других элементов, которые усложняют сток расплавленного металла.
- Габариты металлоизделия должны соответствовать размерам ванны. На разных предприятиях используются емкости различного объема. Поэтому требования к размерам индивидуальны.
- Если длина изделия более 2,8 метров, нужно заранее рассчитать, где сделать технологические отверстия. Они необходимы, чтобы приварить скобы, за которые деталь будут подвешивать.
- Все изделия перед цинкованием должны пройти сортировку по сплаву, весу и профилю.
- Отсутствие дефектов на поверхности. Это могут быть заусенцы, окалина, сварочный шлак, трещины, смазка, поры, стружка или частицы формовочной массы.
Толщина цинкового покрытия зависит от габаритов детали. Например, если толщина ее стенок меньше 3 мм, а длина не больше 0,5 метра, подойдет слой толщиной 50–70 мкм. Если металлоизделие больше – оптимальное цинковое покрытие будет 80–200 мкм.
Как цинкование защищает металл от коррозии
Эффект горячего цинкования объясняется рядом химических реакций. После нанесения цинк реагирует с кислородом, из-за чего образуется оксид цинка. Он, в свою очередь, реагирует с оксидом углерода, и образуется карбонат цинка. Это и есть защитное покрытие – серое матовое вещество. При необходимости его можно покрасить. Слой цинка имеет небольшую толщину – от 15 до 200 мкм. Все зависит от конкретного изделия и требуемого срока защиты.
Даже при нарушении целостности цинкового покрытия оно защищает металл от воздействия влаги и кислорода. Цинк и металл образуют гальваническую пару. Поэтому даже при образовании глубоких царапин, трещин и других повреждений цинковое покрытие восстанавливает само себя, покрывая проблемные места со скоростью примерно 2 мм в год.
Услуги цинкования металлоконструкций
Мы производим оцинкованные листы, трубы, полосы, уголки, швеллеры, полосы, штрипсы, круги, квадраты, балки и другие виды проката. На базе нашей компании работает Металлоцентр, где вы можете заказать цинкование металлопроката.
Изготовление и отгрузка продукции занимает не более 3-х дней. Мы отправляем заказы по всей России.
По номеру 8 (800) 777-19-60 Вы можете получить бесплатную консультацию.
На что можно наносить цинковый слой?
- Металлоконструкции различного назначения.
- Трубы для водопровода, газопровода, электрокабелей.
- Металлоизделия: листы, арматура, полосы, балки и т.д.
- Изделия для нефтяной и нефтеперерабатывающей промышленности.
- Мебельную фурнитуру.
- Детали корпусов автомобилей.
- Элементы производственных линий (станков).
После обработки изделия приобретает антикоррозийные свойства. Она становится устойчивой к химической коррозии, воздействию агрессивных газов, испарений и жидкостей.
Все свойства сохраняются даже во влажном тропическом климате. Поверхность не заржавеет при контакте с пресной и соленой водой, а также с маслами.
Особенности изготовления оцинкованного стального профиля
Лист стали покрывается защитным слоем с обеих сторон. В зависимости от сферы применения металлической заготовки, влажности и других условий эксплуатации толщина покрытия может быть разной.
Существует несколько методов производства:
- Горячее цинкование – наиболее распространенный способ. Для оцинковки используются специальные промышленные емкости. Применяется для защиты опор освещения.
- Гальванический метод – нанесение слоя цинка за счет электролитической диссоциации. Металлоконструкция погружается в емкость с электролитом и становится катодом, а цинковая пластина – анодом. Самый быстрый способ, минусы которого – низкая механическая устойчивость слоя, небольшая толщина цинкового покрытия, слабая адгезия к металлу. Гальванический метод чаще всего используется в декоративных целях.
- Термодиффузионный способ – металлическое изделие прокаливают в печи при 400 градусах, засыпав цинковым порошком. Верхний слой металла в результате диффузных процессов насыщается атомами цинка, покрытие получается крайне прочным. Но из-за сложности и энергозатратности процесса его применяют только при изготовлении специализированных деталей.
- Газотермический метод – металл покрывается защитным слоем с помощью газопламенного напыления. Процедура проста и может применяться даже в полевых условиях, но покрытие получается неравномерным и подверженным механическим нагрузкам.
- Холодный способ – цинк наносится кистью, пульверизатором или краскораспылителем как при обычном окрашивании. Метод отличается экономичностью, но цинковый слой разрушается под воздействием механических нагрузок.

Для производства листового профиля необходимо современное оборудование и квалифицированный персонал
Зачем металлические изделия подвергают цинкованию
Цинкование предполагает, что на поверхность металлического изделия наносится слой цинка, толщина которого может находиться в интервале 40–65 мкм. За счет такого покрытия обеспечивается не только барьерная, но и электрохимическая защита металла от коррозии. Оцинкование, которое можно выполнять по разным технологиям, используется преимущественно по отношению к стали.
Горячее цинкование металла, если сравнивать его с другими технологиями, отличается оптимальным сочетанием доступной стоимости технологического процесса с высокими защитными свойствами получаемого цинкового слоя. Нанесенное методом горячего цинкования покрытие даже при эксплуатации изделия в самых неблагоприятных условиях способно прослужить не менее 65–70 лет, полностью сохранив свои защитные свойства.
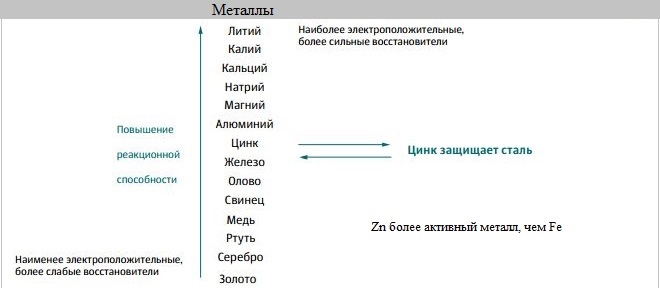
Положение цинка в электрохимическом ряду металлов
Заключение
Как видно из преимуществ горячего цинкования, это достаточно выгодное вложение в долговечность металлоконструкций. Со временем этот метод позволяет бизнесу экономить больше. Обработанные металлоконструкции можно использовать десятилетиями в городской среде, в пригородах и промышленных зонах. Главное – правильно определить нужную толщину покрытия, чтобы не переплачивать.
а чё за цинкование такое? вроде для машин это делают? а дома зачем? этож надо тока какие-то и всякое оборудование… а вообще идея интересная если не опасно и не взрывается ничего
Да уж, затраты это да…а то хочется прям все и сразу, а бюджет не резиновый. Но в целом идея интересная, можно попробовать что-то небольшое для начала.
Да а то потом отваливается все цинкование это вообще база, я всегда так делаю, ортофосфорная кислота наше все, 75 градусов норм, главное не передержать а то металл съест, кто не знает — учите матчасть!