
Испытательная лаборатория завода алюминиевых конструкций ООО «АГРИСОВГАЗ» успешно прошла аккредитацию в соответствии с требованиям ГОСТ ISO/IEC 17025-2019 «Общие требования к компетентности испытательных и калибровочных лабораторий» и СДА-15-2009 «Требования к испытательным лабораториям» в единой системе оценки соответствия в области промышленной и экологической безопасности, безопасности в энергетике и строительстве. Орган по аккредитации – АО «НТЦ «Промышленная безопасность».
Система аккредитации лаборатории, кроме общего оснащения современными оборудованием, техникой и материалами, подтверждает наличие в штате компании квалифицированных сотрудников прошедших государственную аттестацию. Персонал предприятия, имеющий многолетний опыт работы, успешно подтвердил свои навыки и знания в соответствующей сфере.
«АГРИСОВГАЗ» выступает в роли независимой лаборатории и предлагает ряд услуг:
- спектральный анализ;
- механические испытания на растяжение;
- металлографический анализ;
- измерение твердости сплавов.
тонн дорожных конструкций в год
граненых опор освещения в год

ДОРОЖНЫЕ ОГРАЖДЕНИЯ

ОПОРЫ ОСВЕЩЕНИЯ

ВЫСОКОМАЧТОВЫЕ ОСВЕТИТЕЛЬНЫЕ УСТАНОВКИ

ШУМОЗАЩИТНЫЕ ЭКРАНЫ
Шумозащитные экраны являются эффективной защитой населенных пунктов, расположенных вблизи автомобильных дорог, железнодорожных путей, аэропортов от негативного звукового воздействия, а также от дорожной пыли и грязи.

ОПОРЫ АСУДД

ПРОЧИЕ МЕТАЛЛОКОНСТРУКЦИИ
Оцинкование малогабаритных изделий
Малая линия для горячего оцинкования крепежа
весом до 5 кг
Горячее оцинкование металлоконструкций весом до 5,5 т позволит увеличить срок службы до 50 лет
Надежный вид антикоррозийной обработки металлических изделий с образованием плотного цинкового соединения с металлом и образованием непроницаемого барьера против воздействия окружающей среды.
Процесс нанесения цинкового покрытия
осуществляется путем погружения металлических изделий в расплав цинка. В результате чего образуется покрытие толщиной от 60 до 200 мкр в зависимости от заданного времени выдерживания металла в расплаве. При этом физико-химические свойства цинка обеспечивают весь комплекс свойств защитного покрытия.
Завод Продмаш более 12 лет оказывает услуги по нанесению покрытия горячим оцинкованием, используя голландскую линию. Для эффективной обработки металлоконструкций разного габарита и крепежа используется две ванны оцинкования. Также по индивидуальной потребности Заказчика для достижения дополнительной эстетики металлоконструкции могут быть окрашены.
- Преимущества метода горячего оцинкования
- Ценовое сравнение методов горячего оцинкования и окрашивания *
- Соответствие
- Основные виды покрытия
- Холодное цинкование
- Горячее цинкование
- Оцинковка + ПВХ-пленка
- Оцинковка + ПП-краска
- ЗАВОДЫ ГОРЯЧЕГО ЦИНКОВАНИЯ «АГРИСОВГАЗ»
- Горячее оцинкование
- Завод стальных конструкций «АГРИСОВГАЗ»
Преимущества метода горячего оцинкования
- полная обработка изделия и гарантия качества — не менее 15 лет
- надежность высокой коррозионной устойчивости оцинкованных изделий согласно ISO 9001-2011 и ГОСТ 9.307-89
- экономичность и сжатые сроки производства
- способность покрытия защищать основной металл после механического повреждения
- толщина покрытия – от 40 до 200 мкм, может варьироваться по согласованию с Заказчиком и в зависимости от марки стали
- применяется для металлоконструкций, изготовленных из всех мягких сортов стали и низколигированных марок, литья из чугуна и стали
- покрытие не взаимодействует с нефтепродуктами, растворителями, смазочными материалами
- широкий спектр областей применения горячеоцинкованных изделий: энергетика, строительство, городская инфраструктура, транспорт и дорожное строительство, нефтяная промышленность и другие
Современные виды защитных покрытий для металлических конструкций превосходят своих предшественников по многим параметрам и гарантируют защиту от появления коррозии на долгие годы.

Многие из нас сталкивались с проблемой появления ржавчины, которая может образоваться сразу после установки забора, если на нем есть металлические элементы, не защищенные от воздействия влаги и атмосферных осадков.

Поэтому металлические заборы стали не особо популярными среди потребителей. Люди выбирали другие виды материалов, такие как пластик, дерево, камень, не подверженные появлению коррозии.
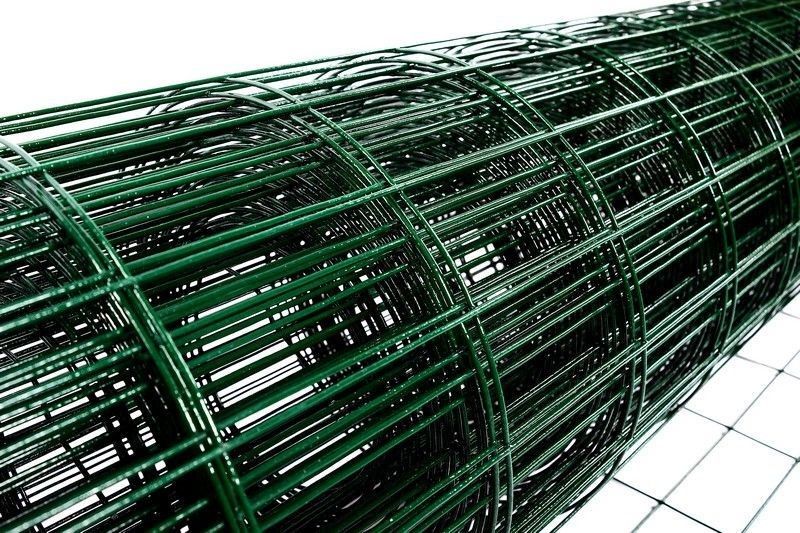
Но, появление новых технологий с применением цинкового покрытия и защитных составов, позволило выйти металлическим сварным панельным заборам на лидирующие позиции.

Ограждение из панельных секций из сварной сетки получило широкое распространение благодаря ряду уникальных качеств, среди которых можно выделить: легкость, прочность, простоту монтажа и относительно невысокую стоимость.
Для объектов особого назначения предъявляются требования безопасности, поэтому ограждение должно быть просматриваемым, не создавать участков затенения, а также быть пригодным для крепления дополнительных средств охраны и наблюдения.
К тому же забор из металлических решеток с полимерным покрытием не требует сезонного ремонта, что также является большим преимуществом и позволит сэкономить в будущем массу средств и времени.

Металлические ограждения должны проходить этап обработки и нанесения защитного покрытия на всю поверхность, имеющую непосредственный контакт с влагой.
Самым главным отличительным знаком ограждений ProFence является применение только оцинкованной проволоки и оцинкованного металла для всех элементов конструкции!
На каждый вид продукции мы выдаем паспорт соответствия, что гарантирует нашим Клиентам стабильно высокое качество изделий и долгий срок службы ограждения. Для этого мы прошли путь создания и регистрации технических условий, а затем получения сертификатов соответствия своей продукции заявленным стандартам. Подлинность паспорта можно проверить на нашем сайте онлайн (https://www.profence.ru/check/ ), находясь прямо на Вашем объекте.
Наша компания закупает сырье и материалы у проверенных заводов-изготовителей, что также дает нам возможность отвечать за качество товара.
Это один из самых надежных и экономичных способов антикоррозийной защиты металлоконструкций. Процесс нанесения цинкового покрытия на металл осуществляется путем его погружения в расплав цинка. В результате чего образуется покрытие толщиной от 60 до 200 мкр в зависимости от заданного времени выдерживания металла в расплаве.
Стоит отметить, что толщина цинкового покрытия также зависит от марок сталей (и содержания в них кремния), из которых изготовлены конструкции. В связи с этим в момент совершения заказа необходимо указывать марку стали, предполагаемого к оцинкованию изделия. Горячее оцинкование стали применяется для их широкого ассортимента: всех мягких сортов стали, низколегированных сортов и литья из чугуна.
Важной отличительной особенностью горячего оцинкования является то, что его использование позволяет значительно уменьшить затраты на содержание металлоконструкций и увеличить срок их службы до 50 лет.
Цинковое покрытие отличается также высокой гарантией качества: тончайшая поверхность слоя сплава припаяна к металлу атом к атому, и даже если все покрытие будет совершенно исцарапано и внешне казаться поврежденным, нижний слой останется нетронутым и продолжит защищать металл.
Цинковое покрытие не взаимодействует с нефтепродуктами, растворителями, смазочными материалами и другими продуктами, а значит имеет широкий диапазон применений.
Выгодность применения метода горячего оцинкования стали обуславливается его сравнением с классическим ЛКП.
Ценовое сравнение методов горячего оцинкования и окрашивания *
* — стоимость качественной трехслойной покраски условно указана как 100 рублей без учета издержек на эксплуатацию. Услуга окрашивания традиционными ЛКП может быть оказана лишь в качестве дополнительной услуги к услуге горячего оцинкования для придания уникальных дизайнерских характеристик металлоконструкции.


Оцинкование образует непроницаемый барьер между окружающей средой и металлом. При этом физико- химические свойства цинка обеспечивают весь комплекс свойств защитного покрытия.
Стоит отметить, что защита горячим цинком производится для изделий, изготовленных из низкоуглеродистых сталей, сталей обыкновенного качества и конструкционных сталей, в том числе повышенной прочности. Спектр областей применения горячеоцинкованных изделий: энергетика, строительство, городская инфраструктура, сельское хозяйство, химическая промышленность, транспорт и дорожное строительство, промышленное строительство, нефтяная промышленность и т.п.
Соответствие
ГОСТ 9.307-89 Единая система защиты от коррозии и старения. Покрытия цинковые горячие. Общие требования и методы контроля
Максимальные габариты конструкций, подлежащих оцинкованию
1,4 м х 2,5 м х 12,0 м
Возможная толщина покрытия
от 60 мкр до 200 мкр
5 000 т /мес
Основные виды покрытия
Основные виды покрытия:
- Холодное цинкование
- Горячее цинкование
- Оцинковка + ПВХ-пленка – полиэтиленовое полимерное покрытие
- Оцинковка + ППК – полимерно-порошковая краска

Давайте разберем более подробно и сравним данные виды покрытий:
Холодное цинкование
Цинкование — это технологический процесс обработки деталей или конструкций из металла путем покрытия слоем цинка, предотвращающего коррозию.
Благодаря свойствам цинка при контакте с атмосферным кислородом на его поверхности моментально образуется оксидная плёнка, которая не пропускает к металлу атмосферный кислород и влагу, препятствуя возникновению ржавчины.
Холодное цинкование – нанесение на подготовленную поверхность металлического изделия состава с содержанием цинка 92-96%.
Метод холодного цинкования был разработан в 80-х годах XX века. С тех пор его популярность растет с каждым годом из-за удобства и практичности. Выполняется холодное цинкование нанесением на поверхность – наносится кистью, валиком или краскопультом, как обычные краски. Но, в каждом варианте нанесения есть свои минусы и плюсы. Главным недостатком данного метода является неоднородность покрытия. Покрытие может быть слишком тонким, что приведет к досрочному появлению ржавчины, или слишком толстым, что приводит к перерасходу материала. Неравномерность цинкового слоя приводит к неравномерному нанесению дополнительного слоя полимерной краски или ПВХ покрытия, что негативно сказывается на внешнем виде готовой продукции. Поэтому данный метод не может быть использован на производстве с высоким уровнем качества.
Преимущества холодного цинкования:
- Высыхание за 20 минут.
- Совместимость почти с любыми ЛКМ.
- Защитные свойства выше при равной толщине покрытия.
- Невозможно образование коррозии под покрытием.
- Допускается сварка после нанесения.
- Легко восстановить поврежденные участки.
- Необходимо четкое соблюдение технологического процесса.
- Сложно покрыть внутренние полости и труднодоступные места.
- Требуется тщательная подготовка поверхности.
- Недостаточная адгезия.

Горячее цинкование
Горячее цинкование — это технологический процесс нанесения защитного цинкового слоя на металл путём непосредственного погружения металлических деталей и готовых конструкций в расплавленный до 400°C цинк.
После «купания» конструкцию подвешивают и ждут до полного высыхания. Так расплавленным цинком заполняются все мелкие трещины и труднодоступные места конструкции, а покрытие получается сплошным и не имеет пропусков. При бережной эксплуатации такая защита может прослужить до 60 лет.
Горячее цинкование изобрели более 160 лет назад и признали стандартом в этой области. Поэтому его называют самым проверенным способом защиты металлов от коррозии. С момента возникновения метода в его технологическом процессе практически ничего не изменилось.
Данный метод является достаточно трудозатратным, но самым эффективным в современной промышленности, т.к. эта технология позволяет получить необходимую толщину цинкового покрытия (от 80 микрон).
Преимущества горячего цинкования:
- толщина защитного покрытия 80-200 мкм. Стандартная толщина – 80 мкм;
- высокая прочность удержания защитного покрытия на металле за счёт проникновения цинка в кристаллическую решётку железа;
- высокая стойкость к механическим повреждениям;
- отличная способность защитного покрытия к самовосстановлению;
- высокая коррозионная устойчивость.
- 100% проникновение в труднодоступные места.
- Образует сплошное покрытие, без стыков и границ.
- Придает металлам внешнюю привлекательность.
- Ванны для окунания ограниченных размеров – не подходит для очень крупных конструкций.
- Не работает с некоторыми марками металлов.
- Деформация тонких конструкций при нагреве.
- Необходимо привезти конструкции в место цинкования и обратно – дополнительные расходы на транспортировку.
- После цинкования могут остаться некрасивые подтеки «жидкого» цинка, нуждающиеся в шлифовке.
Для объектов ТЭК (топливно-энергетического комплекса) и других режимных объектов, выставляющих жесткие условия к защитному ограждению, самым главным требованием к покрытию опор ограждения является именно нанесение цинкового защитного слоя толщиной не менее 80 мкм.
Наш завод изготавливает опоры и столбы ограждения любой сложности, в том числе с приваренными фланцами, косынками и другими закладными деталями. После приваривания металлических элементов на опоры ограждения, вся конструкция целиком погружается в расплавленный цинк. В результате получается герметичное равномерное покрытие металла, которое позволяет защитить конструкцию от появления коррозии.
Мы являемся единственным заводом в России, который применяет данную технологию для производства столбов ограждения.

Следующие два варианта покрытия ограждения являются самыми распространенными способами покрытия металла, которые чаще применяется для ограждений, являются сочетанием нанесения цинкового покрытия и дополнительного покрытия из полиэтилена или полимера. В данном варианте слой ПВХ или ППК играет роль дополнительного барьера для появления ржавчины, а также придает эстетические характеристики ограждению, т.к. цвет забора можно выбрать самому Клиенту.
Оцинковка + ПВХ-пленка
После нанесения цинка на поверхность ограждения, на него можно нанести дополнительный защитный слой — ПВХ – это поливинилхлорид, пластик из группы термопластов.
Секции из сварной сетки погружают в расплавленный поливинилхлорид для получения герметичного слоя. Далее панель остужается. Это покрытие не деформируется и не трескается при изгибах.
Надо заметить, что при обработке металлических изделий ПВХ слой получается толще, чем при полимерно-порошковых покрытиях. Следовательно, такие заборы более устойчивы к негативным природным воздействиям и механическим повреждениям. Выдерживая режим температуры от -40 до +95°C, полученное покрытие на забор не подвергается расслаиванию.
Данный метод чаще всего применяется для рулонных сварных заборов.
Оцинковка + ПП-краска
Самым распространенным вариантом для производства качественных ограждений является применение оцинкованных элементов с нанесенным полимерно-порошковым покрытием (Zn + ППК). Полимерные краски придают ограждению не только благородный вид, но и полностью защищают металл от воздействия внешних факторов: УФ-излучения, осадков, механических воздействий и других явлений. Цвет ограждения можно выбрать в соответствии с потребностями Заказчика по каталогу красок Ral.
Мы применяем только оцинкованную проволоку для панелей и оцинкованные штрипсы для столбов в процессе изготовления ограждения ProFence. Толщина цинка не менее 20 мкм. Металлоконструкции нестандартной формы мы подвергаем процессу горячего цинкования после приваривания фланцев, косынок и закладных деталей. В таком случае толщина цинка составляет не менее 80 микрон.
Далее все элементы проходят этап нанесения полимерно-порошковой краски и запекания в печи полимеризации. Мы применяем современное оборудование для производства качественных покрытий.
- Порошковую краску, состоящую из полимерного вещества и красителя, напыляют на оцинкованные, хорошо очищенные и обработанные нанокерамикой изделия из оцинкованного металла в специальных окрасочных камерах, где частицы краски, заряженной внешним источником, переносятся электрическим полем на изделия, имеющие противоположные электрические заряды. После этого металлические изделия с напыленной краской движутся по конвейеру в камеру для полимеризации, где проводится оплавление краски.
- Процесс формования полимерного покрытия обычно проходит путем нагревания порошковой краски до температуры ее плавления и запекания образующегося плотного слоя из расплавленного порошка в печи при температуре более 180 градусов. Получается равномерное герметичное покрытие (толщина покрытия не менее 80 мкм на изделиях), позволяющее защитить конструкцию от появления ржавчины.

- Полимерно-порошковые синтетические покрытия — это лучшая альтернатива лакокрасочным покрытиям деталей, которые допускают термообработку;
- Ограждение в таком исполнении не требует ухода на протяжении долгих лет эксплуатации;
- При температурах -60 — +100°C металлический забор с полимерным покрытием надежно защищен от коррозии;
- Каталог красок RAL позволяет выбрать любой цвет покрытия для ограждения;
Гарантийный срок службы на ограждения с покрытием и без

Подводя итоги нашего сравнения самых распространенных видов покрытия для металлических ограждений, можно с уверенностью сказать, что наша компания выбрала самый оптимальный вариант защиты своей продукции от коррозии!

Данный вид ограждения, представленный на фото, является индивидуальным заказом. Он предназначался для установки на берегу Черного моря, поэтому каждая секция прошла этап горячего цинкования и покрытия ППК, что дало возможность сохранить внешний вид забора на много лет. Т.е. заплатив один раз высокую цену, Вы получите качественный и надежный забор, который прослужит Вам не один десяток лет.
Без необходимости подкраски, без ржавчины, а значит, без головной боли!
ЗАВОДЫ ГОРЯЧЕГО ЦИНКОВАНИЯ «АГРИСОВГАЗ»
Технологии итальянской фирмы Bisol и высокий профессионализм персонала гарантирует европейское качество нанесения покрытия и увеличение срока службы изделия в 5-6 раз.
- Завод горячего цинкования ЦГЦА работает на оборудовании BISOL. Размер ванн — длина 13 м, ширина 1.3 м, глубина 3 м позволяет оцинковать конструкции длиной до 12.5 м.
- Завод горячего цинкования ЦГЦ — для цинкования крупногабаритных металлоконструкций длиной до 8.8 м. Размеры ванны: длина — 9 м, ширина – 1.8 м, глубина 3.2 м.
- Роботизированная линия-агрегат GIMECO капсульного типа с размерами ванн: длина 13 м, ширина 1.8 м, глубина 3.2 м

Горячее оцинкование
При этом известно, что для горячеоцинкованных конструкций до сих пор применяется электрооцинкованный крепеж, несмотря на то, что ОСТ 34-29-566 еще от 1974 года говорит о необходимости применения горячеоцинкованных метизов. При совместном использовании горячеоцинкованных деталей вместе с гальваникой, гальваническое покрытие будет интенсивно разрушаться.
Это особенно важно при монтаже ответственных конструкций, требования к надежности которых были всегда высоки.
Защита горячим цинком производится для изделий, изготовленных из низкоуглеродистых сталей, сталей обыкновенного качества и конструкционных сталей, в том числе повышенной прочности. Физико-химические свойства цинка обеспечивают весь комплекс свойств защитного покрытия.
Использование горячеоцинкованного крепежа позволяет значительно увеличить долговечность соединения.
Горячеоцинкованные метизы имеют в 5-7 раз большую корозионностойкость по сравнению с электрооцинкованным крепежом, и приближаются по долговечности к нержавеющей стали.
Цинкование деталей образует непроницаемый барьер между окружающей средой и металлом.
Спектр областей применения горячеоцинкованных изделий: городская инфраструктура, сельское хозяйство, транспорт и дорожное строительство, промышленное строительство, нефтяная промышленность и т.п.




Размер деталей по трем осям:
до 400 мм
2 500 т/мес
Оцинковка крупно- и мелкогабаритных изделий
₽ 30 кг
Концерн DoorHan предлагает услуги по горячему цинкованию изделий для защиты различных видов металлоконструкций от неблагоприятных воздействий окружающей среды и коррозии путем погружения их в расплав цинка.
ДО 50 ЛЕТ — такую долговечность обеспечивает данный метод защиты изделий от атмосферной коррозии в зависимости от категории агрессивности среды. Данный тип защиты подходит для металлоконструкций из низкоуглеродистой стали, низколегированной стали типа 09Г2С и 10ХСНД, горячекатаной и холоднокатаной стали, стали толщиной от 0,7 мм и более, а также для серого и ковкого чугуна.
13 000 × 2 000 × 3 500 мм
Габаритные размеры ванны горячего цинкования с объемом расплава цинка — 650 тонн, позволяют оцинковывать самые разнообразные изделия больших размеров, вес которых может достигать 7 000 кг, а размер — до 12,5 м в длину, 1,8 м в ширину и 3,3 м в высоту.
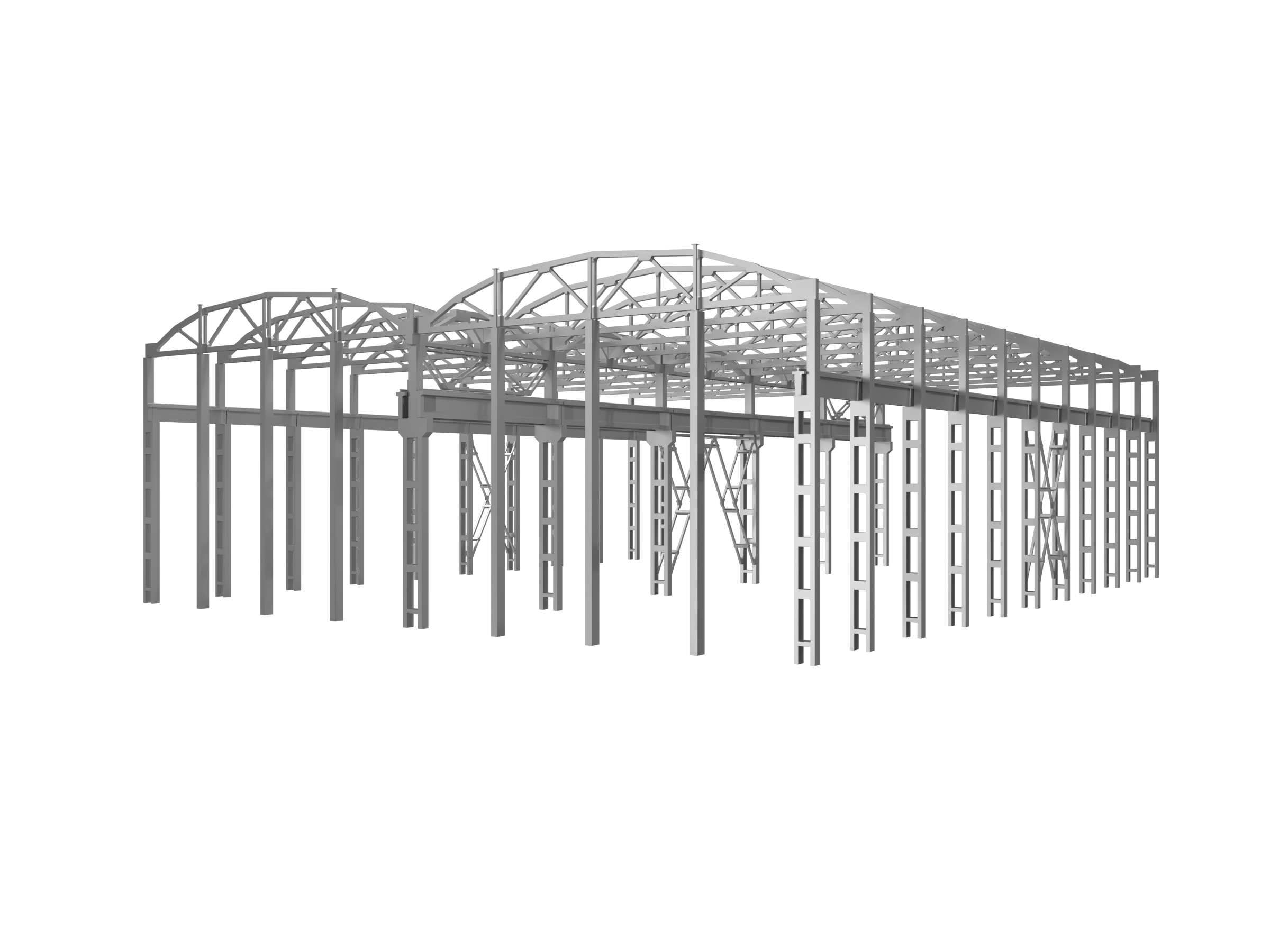
Промышленные здания, торговые центры, стадионы
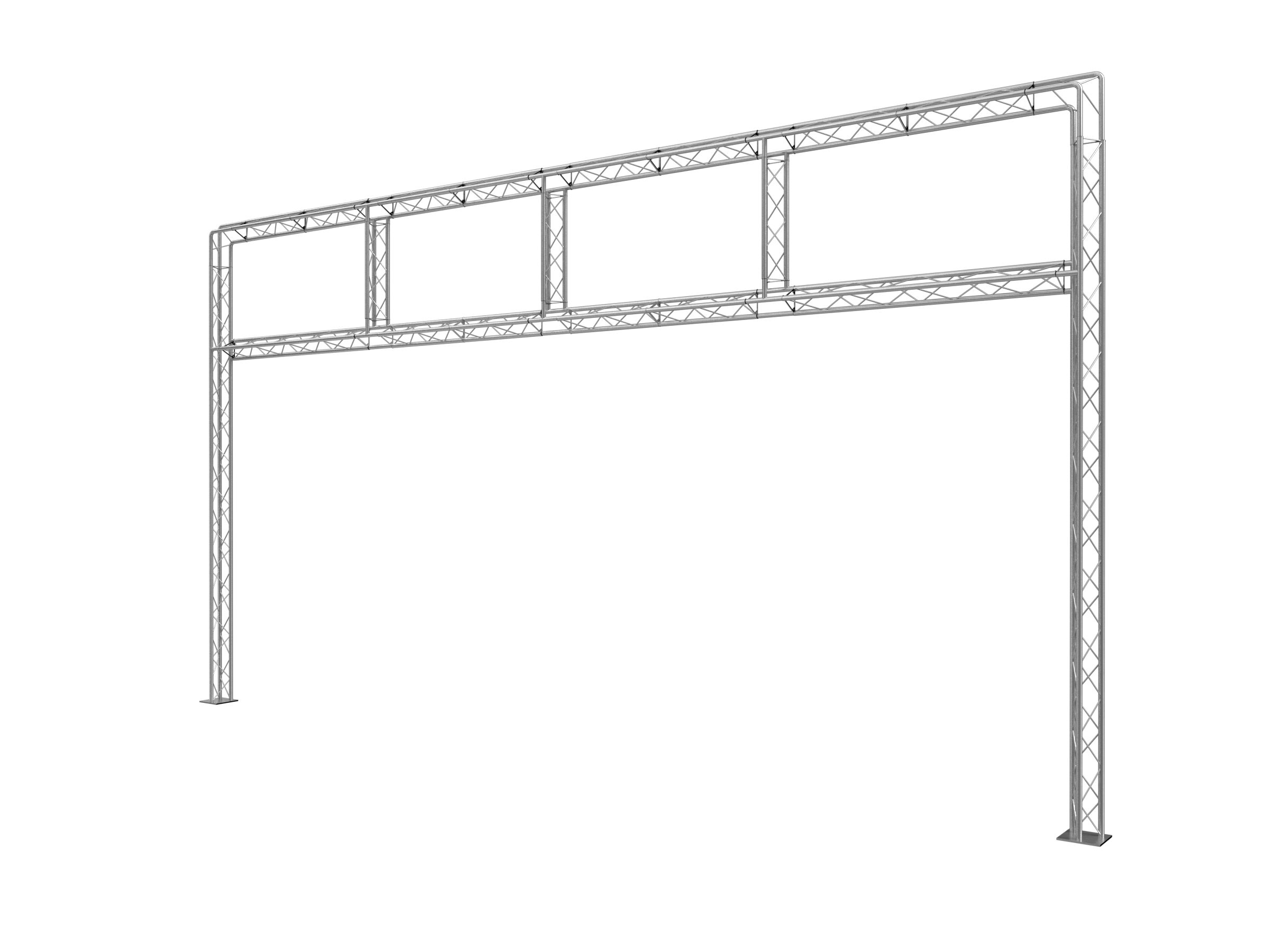
Дорожное строительство и инфраструктура

Транспорт, железнодорожное строительство
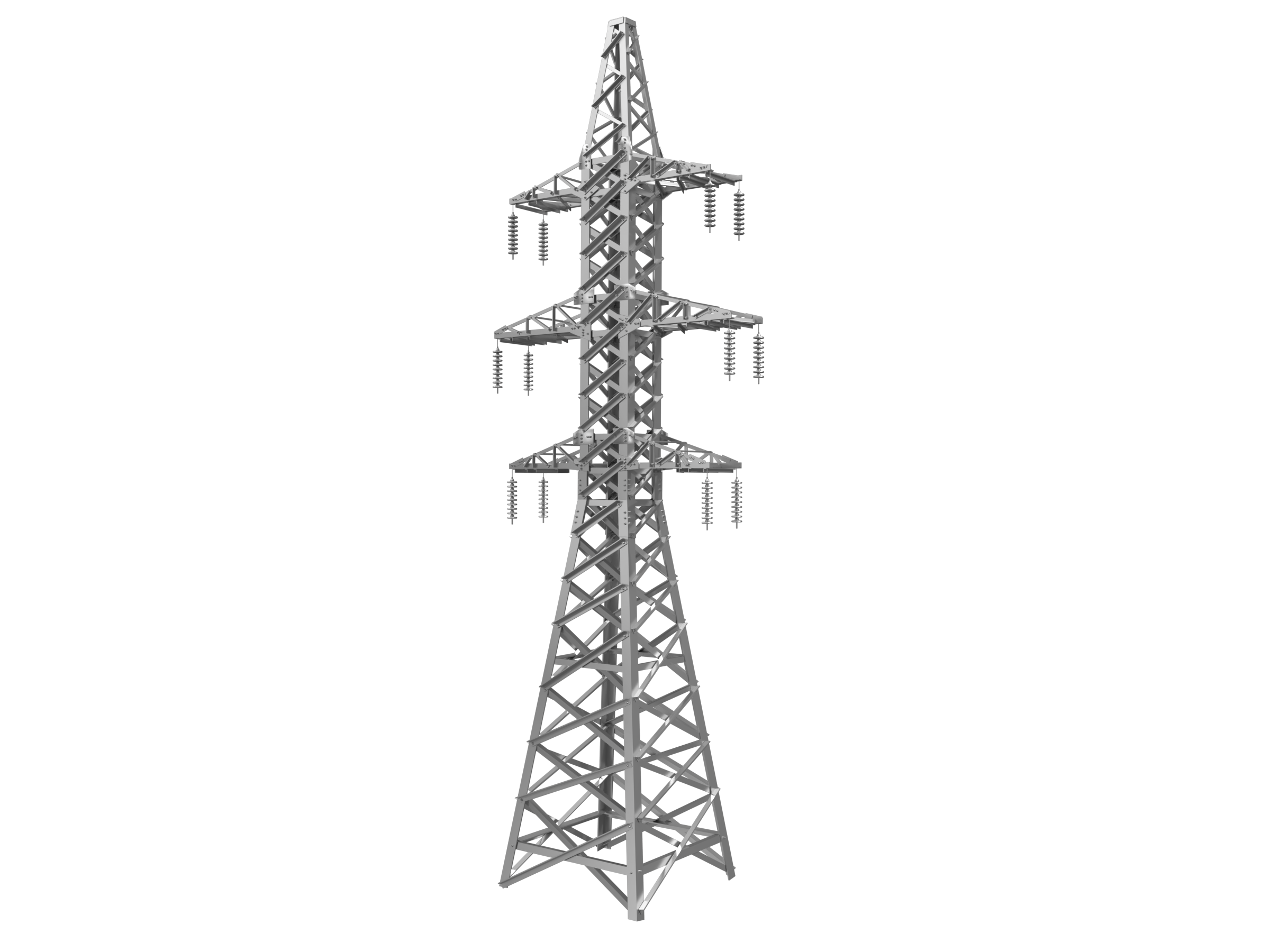
Связь и энергетика, инженерные системы
Нефтегазовая
и химическая промышленность
Мы используем новейшее оборудование, которое обеспечивает получение коррозионно- и износостойкого покрытия высокого качества в короткие сроки.
Все поступающие металлоконструкции обрабатываются с применением типового технологического процесса, но с учетом индивидуальных конфигураций изделия. Химические тоннели имеют две ванны скоростного травления, которые позволяют оперативно удалять ржавчину с поверхности изделий.
13 000 м² площадь цеха горячего цинкования
16 ванн с растворами (14 ванн химической подготовки и 2 ванны охлаждения и пассивации),
1 ванна с расплавом цинка.
Этап 1НавескаДоставленные на производство детали навешиваются на подвижные грузоподъемные траверсы. Для этого предусмотрены 3 гидравлические станции навески, которые позволяют одновременно навешивать 3 траверсы технологической линии.
Этап 2Предварительная обработкаДалее траверсы поступают в тоннель химической подготовки, где происходит автоматический процесс обезжиривания, травления и флюсования.
Этап 3Сушка и предварительный разогревЗатем изделие поступает в 6-позиционную сушильную камеру, которая позволяет одновременно обрабатывать большой объем металлоконструкций.
Этап 4ЦинкованиеПосле сушильной камеры изделие поступает в печь горячего цинкования, где находится ванна с расплавом цинка. Его температура поддерживается на постоянном уровне в районе +450 °C при помощи восьми высокоскоростных газовых горелок. Общая производительность печи составляет более 20 тонн оцинкованных металлоконструкций в час. После процесса цинкования изделие направляется в ванну охлаждения либо в ванну пассивации.
Этап 5Снятие, сортировка и отгрузка оцинкованных металлоконструкцийДалее траверса с вывешенными изделиями автоматически направляется в зону для их снятия, доработки и упаковки, после чего выполняется погрузка металлоконструкций на транспорт для отправки заказчику.
Толщина цинкового покрытия не менее, мкм 40–200
Материалстали строительные конструкционные, обыкновенного качества, а также низколегированные
Длина, мм12 500
Ширина, мм1 800
Высота изделия, м3 200
Толщина металла, мм0,7–30
Вес изделия, кгот 1 до 7 000
Качество продукции подтверждено соответствующими сертификатами
Завод стальных конструкций «АГРИСОВГАЗ»
Специализируется на проектировании и производстве высокомачтовыхосветительных установок, опор наружного освещения и металлических конструкций для дорожной отрасли.
Техническое оснащение:
- автоматические линии, с помощью которых осуществляется прокат и гибка профилей
- новейшее оборудование, необходимое для раскроя стали
- высокоточная техника и применение современных технологий

Да, оцинковка реально тема! особенно для всяких болтиков гаечек. а то ржавеют всё сразу. про толщину покрытия согласен, чем толще тем надежнее. но где гарантия что везде одинаково толщина? часто халтурят…
Ага, логично. А то пришлют сталь какую-нибудь не оцинковываемую и будет геморрой. Лучше сразу все уточнять.
Ага, понятно. 60-200 мкр это как-то маловато разве? Или для мелких изделий норм? А чем дольше держать, тем толще? Не факт, наверное, там какая-то химия сложная. Ну ладно, спасибо за статью.
Вау круто 60-200 мкр это норм? а как долго там выдерживать надо чтоб 100 мкр получить? интересно