
- 1 Горячее цинкование
- 5 Электролиты, используемые при гальваническом цинковании
- 3 Термодиффузионное цинкование
- 3 Преимущества и недостатки цинкования гальваническим методом
- Сфера применения гальванического цинкования
- Процесс гальванического цинкования
- 2 Технологии различных методов цинкования
- Фото гальванического цинкования в нашем цехе
- Особенности технологии горячего цинкования
- 1 Особенности защитных цинковых покрытий
- Обратитесь к профессионалам
- 5 Цинк-ламельное покрытие
- 4 Технология и оборудование гальванического цинкования на производстве
- 2 Гальваническое цинкование
- 5 Холодное цинкование своими руками
- 4 Параметры домашнего гальванического цинкования
- 2 Гальванический способ цинкования металлов
- Сравнительные характеристики горячего и гальванического цинкования
- Дефекты при гальваническом цинковании
- Особенности использования способов цинкования
- 1 Цинкование как способ коррозийной защиты металлов
- Гальваническое цинкование и его особенности
- 3 Гальваническое цинкование в домашних условиях
- Виды электролит
- Виды и технологии цинкования
- Сравнительная характеристика применяемых электролитов
- Цинкование в домашних условиях своими руками
- 4 Холодное цинкование металла
1 Горячее цинкование
Этот защитный барьер не позволяет кислороду проникать вглубь металла, в результате чего окисление прекращается. Железо также соединяется с кислородом, но оксид железа и сопутствующий ему гидроксид, который возникает при наличии в воздухе влаги, занимают объем больший, чем первоначальное железо. Вследствие этого пленка на поверхности металла начинает разрушаться, открывая доступ кислороду в нижележащие слои железа.
Для предотвращения данного необратимого процесса поверхность защищаемых конструкций подвергают цинкованию. Этот простой процесс позволяет надежно защитить железные изделия от физического и химического воздействия.

Защита поверхности конструкций
Процесс цинкования поверхностей может производиться разными способами. Рассмотрим самые распространенные из них — горячее, гальваническое, термодиффузионное, холодное и ламельное (цинк-ламельное).
Осуществляется путем погружения обрабатываемых материалов в расплавленный цинк с дальнейшим удалением излишков металла методом центрифугирования. Предварительно подготовленные и протравленные заготовки погружают в керамическую ванну с расплавом цинка, после чего их вынимают и удаляют лишний металл в центрифуге.

Погружение материалов в расплавленный цинк
Используется в основном для метизов и мелких деталей, так как процесс покрытия происходит во вращающемся барабане, сквозь который пропускают расплав с температурой около 460°С. Горячее цинкование металлоконструкций считается первым в истории — оно было открыто в 1742 году французским физиком и химиком Полем Жаком Малуэном. Патент на открытие получен в 1836 году французом Станисласом Сорелем. Горячее цинкование обеспечивает достаточно длительную защиту железа от внешних воздействий: минимальный срок надежной защиты составляет 65 лет в агрессивных промышленных условиях.
5 Электролиты, используемые при гальваническом цинковании
На гальваническом производстве, исходя из назначения изделия, применяют различные электролиты для цинкования. Их условно делят на 2 основные группы:
- Простые кислые (хлоридные, сульфатные, борфтористоводородные) – в них цинк представляет собой гидротированные ионы.
- Сложные комплексные (цинкатные, цианидные, пирофосфатные, аммиакатные и другие) – цинк присутствует в составе комплексных ионов, которые заряжены положительно или отрицательно. Эти электролиты для цинкования делятся на кислые и щелочные.

От состава и природы электролитов для цинкования зависят скорость осаждения и качество осадков цинка на катоде.
Самый востребованный метод металлизации – в слабокислых простых электролитах для цинкования. Они допускают использование тока большей плотности, чем комплексные, и, соответственно, отличаются более высокой скоростью процесса наращивания покрытий. Гальванике с этими электролитами для цинкования также характерны высокий уровень укрываемости и хороший внешний вид получаемых покрытий. Сталь при их использовании менее подвержена наводороживанию, приводящему к хрупкости деталей. Но эти электролиты пригодны только для заготовок простой конфигурации, проволоки, ленты. Качество покрытий не очень высокое.

Осаждение цинка из комплексных электролитов для цинкования протекает в условиях высокого рассеивания ионов, с снижением выхода металла и увеличением выделения водорода при возрастании плотности тока. Поэтому эти растворы используют с малой плотностью тока. Их применение позволяет получать мелкозернистые, равномерные, очень качественные покрытия на изделиях и простой, и сложной формы.
3 Термодиффузионное цинкование
Данный метод — один из самых молодых и перспективных способов защиты металла от коррозии. Его суть в том, что под действием высокой температуры порошкообразные частицы цинка взаимодействуют с железом, в результате чего происходит спекание дух компонентов с образованием промежуточного диффузного слоя, в котором осуществляется взаимопроникновение железа и цинка друг в друга. В итоге возникает надежный защитный слой, который отлично противостоит коррозии, механической нагрузке и проникновению агрессивных веществ внутрь изделия. Диффузионное покрытие составляет до трети общей толщины слоя и обеспечивает хорошую адгезию материалов.
Данный метод имеет очень много преимуществ перед другими:
- Диффузионный слой покрывает всю поверхность изделия, даже места резьбовых соединений, мелкие структурные элементы и маркировку. Обрабатываемая поверхность имеет высокий класс чистоты.
- Адгезия цинка и железа максимальна, если сравнивать ее с другими методами оцинковки.
- Толщина слоя цинка может быть практически любой и зависит только от времени, которое деталь проводит в печи.
- Благодаря тому, что отсутствует необходимость предварительной кислотной протравки, металлическое изделие не теряет своих механических свойств, тогда как при других методах цинкования детали часто становятся хрупкими.
- Благодаря тому, что весь процесс происходит в закрытых емкостях, метод отличается высокой экологичностью и отсутствием вредных выбросов.
- Себестоимость термодиффузионного цинкования значительно ниже благодаря тому, что оно требует низких затрат энергии, рабочей площади и человеческой силы.

Метод термической диффузии, как и любые другие процессы цинкования, обладает и некоторыми недостатками:
- Обработанная поверхность не имеет блестящего декоративного вида, но, поскольку она предназначена в первую очередь для промышленных предприятий, данным недостатком можно пренебречь.
- При произведении обработки нужно внимательно следить за соблюдением всех правил безопасности и герметичностью системы, так как цинковая пыль, задействованная в технологическом процессе, опасна для здоровья людей.
Для цинкования данным методом необходимо следующее оборудование:
- электрическая печь с вертикальной загрузочной камерой;
- цилиндр из нержавеющей стали, в который производится загрузка металлических изделий и цинковой шихты, так называемая реторта;
- механизм для опускания, подъема и вращения цилиндра.

Оборудование для данного метода
Обработка изделий происходит следующим образом: в камеру нагревательной печи опускается реторта с предварительно загруженными в нее обрабатываемыми изделиями и цинковой шихтой. Благодаря электрическим элементам содержание цилиндра нагревается до температуры от 400 до 470°С, после чего вращением шихта распределяется по поверхности изделий. Таким способом осуществляется цинкование труб, железных и стальных деталей и метизов.
Все процессы производятся согласно ГОСТ Р 9.316 «Покрытия термодиффузионные цинковые».
3 Преимущества и недостатки цинкования гальваническим методом
Электролитический способ нанесения цинка в сравнении с другими методами цинкования наиболее распространен и обладает следующими преимуществами:
- высокой производительностью;
- низкой себестоимостью;
- получение достаточно высокого уровня защиты изделий;
- равномерностью покрытия без потеков, капель, с сохранением формы и размеров изделия;
- возможностью нанесения цинка на все участки изделий с любой сложной формой, включая различные поры;
- получение декоративных защитных покрытий (гладких, блестящих), не требующих дополнительной обработки.

Основным недостатком является низкая адгезия (сцепление) образуемого покрытия с изделием, требующая особой тщательности подготовки (очистки) поверхности последнего. Еще следует отметить вероятность наводораживания защищаемого металла, особенно при несоблюдении режимов гальваники цинкования, что приводит к водородной хрупкости изделия и непривлекательному виду его поверхности. Существенным недостатком этого метода является образование ядовитых и вредных для окружающей среды отходов, которые необходимо подвергать тщательной очистке.

Сфера применения гальванического цинкования
Данный способ широко применяется на изделиях, изготовленных из углеродистых сталей и разных видов чугуна. Основной сортамент гальваники представлен разным инструментом, деталями машин и оборудования, всевозможными опорами и крепежными элементами, включая тонколистовой холоднокатаный металлопрокат.
Наряду с защитными свойствами, гальваническое цинкование также наделяет металл декоративными качествами. Это обусловлено равномерностью распределения покрытия по поверхности и точным повторением покрытия конфигурации детали.
Толщина цинкового покрытия составляет 6 – 9 микрометров, но при этом конструкции подвергаются пассивации в специальном хроматном растворе. Благодаря пассивации можно получить высокий эстетический эффект.
Процедура позволяет придать конструкциям такие цветовые решения, как радуга (золотистый цвет, который отлично переливается на солнце) и голубизна (цинк белого цвета приобретает голубой отлив).
Методика гальваники предполагает лишь внешнее покрытие деталей, поскольку нанести покрытие в труднодоступных местах невозможно вследствие отсутствия электропроводимости.
Металлоконструкции, оцинковка которых проводилась гальваническим способом, широко применяются в умеренной среде. Таким образом, такие конструкции могут использоваться на улице лишь периодически, при этом они не должны иметь прямой контакт с влагой.
Процесс гальванического цинкования
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ЦИНКОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ СОСТОИТ ИЗ СЛЕДУЮЩИХ ЭТАПОВ:
- Подготовка поверхностей деталей перед осаждением цинкового покрытия (обезжиривание, травление).
- Осаждение гальванического цинкового покрытия
- пассивация поверхности цинкового покрытия
- Межоперационная промывка
- Сушка
Технология цинкового покрытия:
- Обезжиривание в горячем щелочном растворе
- Травка в горячей воде
- Травка в холодной воде
- Травление (снятие окалины и окислов)
- Промывка в холодной воде
- Цинкование в щелочном электролите
- Промывка в холодной воде в двух ваннах
- Пассивация цинкового покрытия в растворе трехвалентного хрома
- Промывка в горячей воде
- Сушка горячим воздухом
Стоимость гальванического цинкования от 25 000 рублей за тонну.
Окончательная стоимость зависит от количества изделий, сложности процесса. Стоимость и сроки изготовления изделий Вы можете уточнить у наших менеджеров по телефону: +7 (495) 777-26-22
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
https://youtube.com/watch?v=aBEKtjF7Pzs%3Frel%3D0
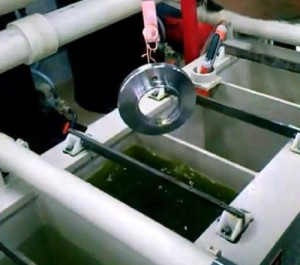
Фото гальванического цинкования в нашем цехе
- тонкостенные трубы
- мелкие детали
- крепёжные изделия
- метизы
- стальная сетка.
Данный способ оцинкования не оставляет после себя «сосулек», разводов, то, что бывает в случае горячего оцинкования. А так же исключается наличие шероховатости, темно-серого (грязного) цвета изделий. Гальваника дает возможность нанесения цинка внутрь изделий, что в случае с термодиффузионным способом оцинкования невозможно.
Особенности технологии горячего цинкования
При проведении такой обработки предварительно готовится ванна с расплавом цинка. Материал в ней прогревается до высокой температуры +450°C.
Деталь размещается на специальном подвесе и окунается в ванну. Затем она извлекается и просушивается в подвешенном состоянии. Естественное остывание помогает постепенно сформировать на поверхности металла цинковое покрытие.
В России есть два документа, которые регламентируют такую работу. ГОСТ 9.307-89 прописывает оптимальную толщину покрытия в диапазоне 40-200 мкм, в то время как СНиП 2.03.22-85 – 60-100 мкм.
Есть несколько ситуаций, в которых выбор горячего цинкования металла становится лучшим решением:
- Вторичность эстетических качеств изделия. Есть масса областей применения металла, в которых внешний вид продукции не так важен и отходит на второй план.
- У изделия сложная форма. Цинк в расплавленном состоянии хорошо проникает даже в самые труднодоступные места – качество защиты в таком случае становится значительно выше.
- Нет требований по предельным разницам толщин покрытия. Причина в том, что в случае с горячим цинкованием они могут сильно меняться.
При оцинковке горячим методом, есть вероятность появления капель расплава на поверхности изделия. Это не нарушает качество защиты, но отражается на эстетике.
Еще одна особенность – разницу толщин можно компенсировать, если заранее учитывать эту особенность при выборе диаметра монтажного отверстия.
1 Особенности защитных цинковых покрытий
Цинкование – самый распространенный способ защиты железа поверхностной металлизацией от атмосферной коррозии. Для этих целей расходуется около 40 % от общего объема мировой годовой добычи цинка. Цинкование получило широкое распространение благодаря анодному характеру создаваемой из цинка защиты.
Значение электрохимического потенциала цинка составляет – 0,763 В, что меньше такого же параметра для черных металлов (железа, стали, чугуна), поэтому он защищает последние от коррозии электрохимическим способом. Причем защитные свойства покрытий из цинка проявляются даже в случае незначительной их толщины и при наличии обнаженных участков, пор. Известно много примеров протекторного характера защиты цинком непокрытых им, оголенных фрагментов стальных изделий (например, обрезанные проволока в поперечном сечении и края оцинкованного листового железа, резьба гайки без покрытия, навинченной на оцинкованный болт).
Анодный характер взаимодействия цинкового покрытия с сталью и внешней средой в ряде случаев может смениться на катодный и тогда коррозионные процессы в железе происходят очень интенсивно. Подобное наблюдается, например, при воздействии на оцинкованные изделия горячей воды, нагретой до 70 °С и выше (в автоклавах, котельных установках).

Сам цинк, принимая «удар» на себя от воздействия внешней среды, защищается следующим образом: при окислении этого металла на его поверхности образуется тонкая плотная оксидная пленка, препятствующая проникновению кислорода дальше вглубь цинка. Благодаря этому его окисление останавливается. У железа образующиеся при окислении оксиды имеют объем больший, чем первоначальный металл, и поэтому пленка из них сразу разрушается, становится рыхлой и пропускает кислород к неокисленному материалу. Так возникает ржавчина.
У цинковых покрытий химическая стойкость снижается при воздействии на них летучих продуктов, которые выделяются при старении следующих органических материалов:
- олифы;
- синтетических смол;
- хлорированных углеводородов.
Покрытия подвержены легкому разрушению, если они контактируют или находятся в закрытом объеме с промасленными или свежеокрашенными деталями.

Большое влияние на быстроту корродирования цинка оказывает показатель рН среды. При рН 7–12 (щелочная среда) этот металл практически не растворяется. Отклонение от указанных величин приводит к возрастанию скорости его коррозии. Особенно высока скорость коррозии цинковых покрытий в атмосфере тропиков и промышленных городов.
Обратитесь к профессионалам
Наша компания обеспечивает проведение качественного горячего цинкования. В пользу работы с нами говорит ряд факторов:
- Большие производственные мощности.
- Оперативная поставка товара.
- Применение передового оборудования.
- Строгий контроль качества.
- Внимательное отношение к каждому клиенту.
Наша продукция полностью соответствует ГОСТ 9.307-89 и хорошо противостоит процессу коррозии. Мы готовы ответить на все интересующие клиентов вопросы, организовать оперативное проведение обработки и поставку партии готового товара. Чтобы связаться с нами, оставьте заявку на сайте или звоните.
5 Цинк-ламельное покрытие
Является промежуточным звеном между собственно цинкованием и лакокрасочным покрытием, обладая преимуществами обеих поверхностей — устойчивостью к коррозии и однородностью. Ламельное покрытие состоит из мельчайших чешуек цинка и алюминия, которые связаны между собой органическим или неорганическим связующим компонентом.
Нанесение защитного материала производится методом окунания заготовок в суспензию, которая состоит из 10% алюминия, 70% цинка и 20% связующих веществ. Второй способ — распыление аналогичного по составу вещества на детали, после чего ламельное покрытие сушат при температуре около 240°С до полного затвердевания.

Распыление защитного материала
Данное покрытие обладает небольшой толщиной, что позволяет использовать его для защиты деталей, которые используются в автомобилестроении. Ламельное покрытие может состоять из нескольких нанесенных поочередно слоев, каждый из которых будет иметь другие свойства. Например, нижний слой обеспечивает главную защиту от коррозии, средний — механическое сопротивление, верхний — декоративный — отвечает за внешний вид металлических изделий и их окраску.
Основные недостатки метода — некоторая хрупкость нанесенного покрытия по сравнению с процессами термодиффузного и горячего цинкования, так как не создается интерметаллический переходной слой между железом и цинком.
4 Технология и оборудование гальванического цинкования на производстве
На производстве электролитическое цинкование включает следующие технологические процессы, производимые с изделиями:
- Очистка их от окалины, ржавчины, смазочно-охлаждающих и лакокрасочных составов. Химическая обработка в обезжиривающих и щелочных растворах.
- Промывка водой в проточной ванне.
- Электролитическое обезжиривание.
- Промывка.
- Травление в растворе воды и соляной кислоты. Позволяет удалить оставшиеся окалину и ржавчину без растворения основного металла. При этом происходит декапирование поверхности – активация перед цинкованием.
- Само цинкование.
- Может проводиться осветление в растворе воды с азотной кислотой для снятия окисной пленки.
- Может проводиться фосфатирование.
- Может проводиться пассивация электролитическим хроматированием (и/или хроматирование распылением).
- Сушка.

В зависимости от типа изделия и соответствующей технологии некоторые этапы промывки могут проводиться щеточно-моечным способом. Могут быть дополнительные операции. Например, гальваническое цинкование полосы начинают с ее разматывания, сварки концов, а затем правки. Заканчивают – промасливанием и сматыванием.
В соответствии с типом покрываемых изделий и объемом производства применяют различные гальванические линии и сопутствующее им дополнительное оборудование. Эти линии представляют из себя определенную последовательность промывочных и технологических ванн, необходимых для создания однослойных либо многослойных цинковых покрытий с требуемыми функциональными свойствами. Все гальваническое оборудование по степени механизации классифицируется на:
- механизированные линии с полностью автоматическим управлением;
- с возможностью частичного ручного управления;
- линии с полностью ручным обслуживанием;
- мини-линии.

В комплект поставки линии, в зависимости от ее модели, помимо ванн входят:
- транспортные системы (автооператоры, манипуляторы);
- промышленное и локальное оборудование очищения сточных вод;
- вспомогательное оборудование: приспособления для цинкования (подвески, колокола, барабаны), катодные и анодные штанги, теплообменники, ТЭНы, другое;
- дополнительное оборудование: система вентиляции, выпрямительные агрегаты, компрессоры и воздуходувки, холодильное оборудование, сушильные камеры и шкафы, насосы, оборудование получения демиводы, фильтровальные установки;
- и другое.
2 Гальваническое цинкование
При цинковании стали с помощью данного процесса детали погружаются в специальный электролитический раствор. К деталям присоединяют катод от источника постоянного тока, а в раствор опускают цинковую болванку либо листовой цинк, подсоединенный к аноду. Ионы металла в электролите начинают двигаться от металлического цинка до покрываемой детали, где оседают тонким слоем. Таким способом можно одновременно покрыть ровным слоем цинка большое количество деталей разнообразной формы и размера. Еще одно преимущество — низкая стоимость и высокая скорость. К недостаткам относят слабую адгезию между металлом и покрытием, вследствие чего изделия слабо переносят физические нагрузки и значительные деформации. Гальванической обработкой производят цинкование труб, листового железа, металлоконструкций, крепежных элементов.

Гальваническая обработка изделий
Для данного способа защиты используют несколько типов электролитов — кислые, щелочные цианистые и нецианистые. Недостатки щелочного нецианистого способа — потребность его нагрева до 60-70°С, тогда как цианистый электролит, хотя и более опасен для окружающей среды, создает ровное покрытие при нормальной температуре. Щелочное цинкование — одно из самых распространенных в современной промышленности.
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.

Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции «порошок»-«связующее» бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).
Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
https://youtube.com/watch?v=2ZaX9zOg3Gg%3Frel%3D0
4 Параметры домашнего гальванического цинкования
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм2). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
https://youtube.com/watch?v=Vwby4Ia4044%3Frel%3D0
2 Гальванический способ цинкования металлов
Защитное действие покрытий из цинка в первую очередь определяется их толщиной, устанавливаемой исходя из конкретных условий эксплуатации металлических изделий и равномерности их нанесения. Возможности различных способов цинкования неодинаковы и позволяют получать толщину покрытия от 5 мкм (гальваническое) до 1,5 мм. В случае гальванического способа металлизации качество защитного слоя во многом зависит от характера используемого электролита для цинкования.

Защитные свойства цинка можно значительно увеличить разными способами, самые распространенные из которых следующие:
- пассивирование (хроматирование) – создание на его поверхности хроматных пленок химической обработкой изделий в растворах с хромовой кислотой либо ее солями;
- фосфатирование — образование на его поверхности фосфатной пленки посредством обработки оцинкованных заготовок в растворах солей фосфорной кислоты;
- покраска – нанесение лакокрасочных покрытий (лучшие результаты после предварительного фосфатирования).
Гальваническое цинкование представляет собой электролитический метод нанесения тонкого защитного слоя цинка на изделие, поверхность которого должна быть предварительно подготовлена. Этот способ позволяет получать покрытия толщиной 5–40 мкм.

В условиях масштабного производства полосы, листа, штрипса толщина может быть увеличена до 500 мкм (0,5 мм). Непосредственно сам процесс образования покрытия заключается в осаждении на катоде (изделие, которое покрывают) положительно заряженных частиц (ионов) цинка из водных растворов его соединений (электролитов) при пропускании постоянного электротока через раствор. Применяемые аноды должны быть из цинка, так как их основное назначение – восполнять в электролите разряжающиеся на изделиях ионы. В зависимости от выбранного режима ток имеет катодную плотность в диапазоне 1–5 А/дм2.
Сравнительные характеристики горячего и гальванического цинкования
Сегодня применяется два вида цинкования металлоизделий – это горячее оцинкование путем окунания деталей в расплав цинка и гальванический способ обработки цинком, который предполагает воздействие на детали электрического тока. В свою очередь гальваническая технология цинкования производится двумя технологическими методами.
В первом случае обработка выполняется в специальных установках (барабанах), которые вращаются с определенной скоростью. Метод получил распространение для обработки деталей с резьбой и без резьбы.
Во втором случае металлоконструкции подвешивают при помощи медной проволоки, а затем опускают в смесь с электролитом. Широко применяется для оцинкования габаритных конструкций. В свою очередь метод горячего оцинкования также выполняется подвесным способом, используется для крупногабаритных конструкций.

Перед выбором конкретного способа обработки деталей нужно учитывать следующие факторы:
- Эстетические и декоративные требования к защитному покрытию.
- Уровень влияния агрессивности факторов внешней среды, в которой планируется использовать конструкцию.
- Конструктивные особенности деталей (наличие отверстий, пр.).
- Насколько метод обработки отвечает технологическим нормам процессов оцинкования.
В случае, когда конструкции предполагается эксплуатировать на улице и в других агрессивных условиях, главным требованием к покрытию выступает высокая антикоррозийная стойкость. Такие изделия следует обрабатывать цинком по технологии горячего оцинкования, которая позволяет наносить покрытие толщиной от 60 микрометров.
В данном случае в течение года цинковое покрытие разрушается не больше, чем на 10 микрометров.
Однако метод горячей обработки может применяться только в отношении конструкций, в которых имеются отверстия определенного диаметра. Также следует учитывать, что на деталях, обработанных таким способом, могут оставаться наплывы, подтеки и капли.
Поэтому декоративные качества покрытия в данном случае достаточно низкие. К тому же тонкие металлоизделия могут деформироваться вследствие горячей обработки, что обусловлено особенностями технологии (цинк наносят при температуре 450°C).
Гальваническая оцинковка металла проводится при комнатной температуре, поэтому данный метод иногда называют «методом холодного цинкования», при котором металл не подвергается деформации.
Данный способ обработки отлично подходит для деталей, в которых присутствуют резьбовые соединения.
Дефекты при гальваническом цинковании
Среди причин, которые значительно влияют на уровень качества обрабатываемых деталей, выделяют следующие:
- Низкое качество подготовки металлоконструкций;
- Отклонение от соблюдения рецептуры электролита;
- Нарушения характеристик и последовательности этапов гальванической обработки.
Также качество готовой продукции зависит от конфигурации, особенностей расположения и состояния плоскостей ведущих и дополнительных анодов, а также пространственного расположения изделий в электролите.
Вследствие этого на деталях могут присутствовать такие дефекты, как:
- Питтинг – на металле образуются углубленные полосы или незначительные точечные каверны. Такие недостатки появляются, как правило, в результате того, что в электролите присутствуют гидрокисные или органические примеси, а также при низкой интенсивности перемешивания или его полном отсутствии.
- Низкий уровень адгезии – плохое схватывание цинкового слоя или его отслаивание может наблюдаться при нарушении процесса очистки, травления или обезжиривания детали. Также такое наблюдается при засорении электролита различными органическими соединениями, включая соли разных других металлов.
- Разнотипность внешнего вида – вызывает несоблюдение рецептуры в части пропорции используемых компонентов электролита при одновременном накоплении в гальванической ванне определенного объема солей железа. Также причиной данного дефекта может выступать недостаточное перемешивание компонентов и пониженная температура, которая не отвечает норме.
- Повышенная шероховатость – свидетельствует о присутствии в гальванической смеси всевозможных механических примесей, сульфата цинка и гидроксидов в повышенном объеме. Также это возникает в результате недостаточного количества анионов цинка в электролите и при избыточной плотности тока.
- Хрупкость цинкового покрытия – является следствием превышенной плотности тока в катодном пространстве или присутствием в электролите органических примесей в большом объеме.
- Темный (преимущественно коричневый) цвет – вызывает наличие в гальванической ванне различных органических загрязнений. Такой эффект также может вызвать существенно снижение плотности тока возле катода и повышение температуры электролитической смеси.
Особенности использования способов цинкования
Чтобы металл не контактировал с кислородом, жидкостью, агрессивными средами, на него наносится цинк. При этом сам метод его осаждения может значительно отличаться.
В случае с гальваническим способом, предполагается, что ионы цинка будут постепенно оседать на поверхность материала. Это приведет к тому, что на металле появится ровное и качественное покрытие. Катализатором становится электрический ток.
Горячее цинкование базируется на стандартном методе опускания детали в расплавленный цинк. После застывания покрытие также будет качественным, ровным и способным выполнять все свои защитные функции.
При выборе определенного метода у клиентов всегда встает вопрос о том, что лучше? Ответ нужно искать при рассмотрении ряда факторов:
- Тип среды, в которой будет использоваться оцинкованное изделие, степень агрессивности внешних факторов.
- Форма изделия и его размеры.
- Установленные требования к внешнему виду покрытия.
Далее мы рассмотрим конкретные особенности каждого из используемых в промышленности методов.
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:

- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.

Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
https://youtube.com/watch?v=Etsn-sbQ0s0%3Frel%3D0
Гальваническое цинкование и его особенности
Применение такого метода цинкования предполагает постепенное оседание ионов цинка на материал. Это происходит под действием электрического тока.
Покрытие, которое удается сформировать, в результате будет ровным и без перепадов толщины. Таким образом эстетические качества станут лучше, чем в случае со стандартной горячей оцинковкой.
Важным этапом обработки таким методом становится пассивация. Для нее деталь помещают в раствор хроматов. Можно сразу опознать оцинкованное изделие, которое прошло пассивацию – цвет его поверхности становится характерным золотистым или голубоватым.
К недостаткам можно отнести то, что защитный слой будет не таким толстым, как в случае с горячим методом. Это накладывает определенные ограничения как по области использования металлического предмета, так и по правилам обращения с ним.
Рекомендуется обратить внимание на метод гальванического цинкования при создании следующих типов продукции:
- Прокат тонколистового типа. Использование для него метода горячего цинкования потенциально может привести к образованию деформации.
- Продукция, которая редко или совсем не контактирует с водой. Важное условие заключается и в том, что деталь должна использоваться в средах со слабым уровнем агрессивности.
- Простые изделия. Причина в том, что цинк ложится только на поверхность, а вот в труднодоступные места он попросту не попадает. Для сложных деталей стоит выбирать горячую оцинковку.
Обратите внимание на то, что метод отлично подойдет также для применения с резьбовыми изделиями.
Специалисты говорят о том, что противопоставлять методы горячего и гальванического цинкования было бы ошибочно. У каждого подхода есть свои сильные и слабые стороны, ключевые различия.
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который «растворится», а на изделии образуется слой цинка. Время обработки – 10–40 минут.
https://youtube.com/watch?v=k2g7FCm-AJU%3Frel%3D0
Виды электролит
Применение данной технологии предусматривает соблюдение состава электролита и температурного режима. Это обусловлено тем, что эти параметры при требуемой плотности тока оказывают прямое воздействие на структуру наносимого покрытия и скорость осаждения цинка.
Чтобы получить желаемый декоративный эффект, в электролит добавляют окрашивающие и блескообразующие компоненты.
Метод гальванического оцинкования предполагает использование нескольких групп электролитов, которые отличаются составом рецептуры:
- Слабокислые и кислые – наиболее простые составы, при создании которых применяются сульфаты, хлориды, борфториды и их смеси;
- Цинкатные и цианидные – это щелочные вещества, в составе которых присутствует цианид натрия и цинкат натрия, которые растворяют в едком натре;
- Аммиакатные – нейтральные и щелочные составы, полученные посредством растворения оксида цинка в смеси хлорида или сульфата аммония.
Также технологи используют электролиты, создаваемые на основе аминосоединений. Однако такие растворы применяются крайне редко.
Виды и технологии цинкования
В настоящее время антикоррозионное цинкование производится несколькими способами. Конкретный метод выбирается с учетом назначения и размеров деталей и технологических возможностей предприятия и наличия оборудования.
- Холодное цинкование. Процесс покрытия осуществляется в результате электрохимических реакций, адгезия обеспечивается за счет молекулярного притяжения. Для защиты от коррозии поверхности покрываются специальными красками большим процентным содержанием высокодисперсного цинка. Наиболее простотой и доступный метод, имеет широкое распространение во время изготовления товаров народного потребления и металлоконструкций быстровозводимых зданий.
- Горячее цинкование. По частоте использования располагается на втором месте среди всех способов, а по качеству покрытия занимает лидирующие позиции. Недостатки – большие энергетические потери, вредное влияние на окружающую среду. Подготовленные детали погружаются в специальные ванны с расплавленным цинком, после выдержки вынимаются и оставляются в подвешенном состоянии для удаления излишков и остывания.
- Гальваническое цинкование. Технические параметры отвечают требованиям ГОСТ301-86, толщина покрытия до 30 мкм. Во время процесса цинк переходит из анода на поверхность изделия, для придания заданных свойств для покрытия применяются различные по химическому составу электролиты. Недостаток метода – сложность очистки технологических составов.
- Газо-термическое цинкование. Один из сложных методов, цинк расплавляется в нагретом газовом потоке и направляется на поверхность обрабатываемых деталей. Используется для обработки элементов промышленного назначения с большими линейными размерами. Осадки пористые, для увеличения защиты от коррозионных процессов требуется дополнительное покрытие слоя цинка.
- Термодиффузионное цинкование. Один из разновидностей горячего цинкования. Покрытие происходит за счет проникновения атомов цинка в сталь, образуется сложная структура железоцинкового сплава. Преимущества: детали обрабатываются в замкнутых пространствах, что минимизирует вредное воздействие на окружающую среду, покрытие ровное без микропор, толщина нанесения цинкового покрытия колеблется в широких пределах.

Скорость коррозии гальванического цинкования и кадмирования
На сегодняшний день для цинкования используется до 40% общей добычи металла, это наиболее используемый метод антикоррозионной защиты металлических поверхностей. В связи с тем, что потенциал цинка отрицательнее, чем имеет сталь, чугун и железо, защита происходит электрохимическим путем. При воздействии летучих продуктов синтетических смол, олиф и хлоридсодержащих углеводородов покрытия гальванического цинкования быстро разрушаются.

Используемая толщина цинкования
Для увеличения коррозионной стойкости после цинкования изделий выполняется специальная химическая дополнительная обработка в растворах хромовой или фосфорной кислоты.
Сравнительная характеристика применяемых электролитов
Для гальванического цинкования применяются простые и сложные электролиты. К первым относятся хлоридные, сульфатные, борфторидные и прочие. Ко вторым относятся аммонийные, цианидные, аминонокомплексные и цинкатные электролиты, для улучшения могут добавляться различные добавки и присадки. Цинкование гальваническое в простых электролитах происходит при довольно низкой поляризации катода, в сложных электролитах поляризация имеет значительные величины. Осадки цинкования в кислых растворах с крупнокристаллической структурой. Качество улучшается после введения различных добавок. В сложных электролитах покрытие мелкокристаллическое, плотное, имеет повышенные эксплуатационные показатели. Конкретный способ цинкования подбирается с учетом условий эксплуатации изделий и технических возможностей предприятия.
Низкие показатели рассеивающей способности простых электролитов ограничивают цинкование деталей со сложными геометрическими формами. Осаждение цинка из сложных растворов происходит при высокой рассеивающей способности, они дают равномерное покрытие на сложных поверхностях.
Кислые (простые) электролитыДля процесса требуется специальное оборудование гальванического цинкования, ванны изготавливаются из устойчивых пластиков, размеры ванн регламентируются государственными стандартами, при желании заказчика могут корректироваться с учетом особенностей производственных помещений. В зависимости от того, какие размеры и планировку имеет цех гальваники, предусматривается возможность монтажа линий или отдельных рабочих зон для гальванического цинкования.

Режим цинкования и состав хлоридных электролитов
Первый электролит применяется для цинкования во вращающихся установках, второй для гальванического цинкования с блестящими покрытиями, третий для покрытия цинком листового проката и проволоки.


Режим цинкования и состав борфторидных электролитов.
Цианидные электролиты для гальванического цинкования
Большое влияние на качество осадков оказывает режим работы гальванических ванн. Температурные параметры электрохимических процессов контролируются автоматических, процентное содержание цинка проверяется по окончании каждой рабочей смены. Добавление в растворы органических веществ позволяет получать блестящее гальваническое цинкование. Работы на оборудовании разбиваются на отдельные этапы, соблюдение рекомендованных параметров каждого из них обеспечивает надлежащее качество покрытий.

Состав цианидных электролитов для промышленного оборудования
Раствор цианида натрия готовится отдельно при обязательном соблюдении правил техники безопасности производства работ на промышленном оборудовании. После подготовки цианида натрия в раствор небольшими порциями при постоянном перемешивании вводится гидроксид натрия. На завершающем этапе приготовления электролит разводится дистиллированной водой до получения расчетной концентрации цинка. Цинкование гальваническое в растворе производит значительно меньше примесей, при необходимости они удаляются электрохимическим путем по мере накопления.
Принципы гальванического цинкования в цинкатных электролитах отличаются по показателям плотности тока. Диссоциация компонентов происходит ступенчато, для осаждения необходимы высокие значения катодной поляризации. Поверхность изделия имеет губчатую структуру и темный цвет из-за микрочастиц, появляющихся за счет электрохимического растворения в щелочной среде цинковых анодов. Для устранения проблемы в раствор добавляются соединения четырехвалентного олова. Допускается в тех же целях использовать трилон Б, полиэтиленполиамин и др. Добавки дают возможность получать более полное цинкование гальваническое при увеличенных параметрах плотности тока.

Состав и режим цинкатных электролитов

Состав и режимы хлораммонийных электролитов для гальванического цинкования

Состав электролитов для гальванического цинкования с использованием аминокомплексных соединений

Состав пирофосфатных электролитов для гальванического цинкования
Для повышения качества и устойчивости цинковых покрытий дополнительно может выполняться финишное осаждение верхнего слоя. Чаще всего в промышленности в этих целях используется хроматирование.
Цинкование в домашних условиях своими руками
Небольшие по размерам изделия можно цинковать своими руками. Для гальванического цинкования применяется простой кислый электролит, приготавливаемый из 200 г сернокислого цинка, 50 г сернокислого аммония, 15 г уксуснокислого натрия. Компоненты растворяются в одном литре воды, температура электролита во время нанесения цинкового покрытия 18 ÷ 25°С, плотность по току 1,5 А/дм2.

Оборудование своими руками для цинкования
1 – емкость под электролит. Можно изготовить своими руками из пластиков.
2 – аноды из цинка. Размеры должны отвечать размерам емкости, количество подбирается в зависимости от размещения обрабатываемых деталей.
3 – изделия цинкования. Размеры и количество должны учитывать технические характеристики ванны.
4 – электролит. Раствор приготавливается согласно существующих рекомендаций по химическому составу.
Толщина цинкового покрытия своими руками регулируется временем выдержки, плотностью тока и концентрацией электролита. Цинкование гальваническое должно производиться с соблюдением техники безопасности, размеры оборудования обеспечивать благоприятные параметры процесса.
4 Холодное цинкование металла
Данный тип обработки поверхности можно отнести к самым простым способам цинкования, для выполнения которого не нужно использовать сложное оборудование и нагрев до высокой температуры.

Нанесение специального состава из цинкового порошка
На предварительно очищенную поверхность металла с помощью распылителя наносят специальный состав, который на 98% состоит из цинкового порошка и на 2% — из связующих веществ. Холодное цинкование дает надежную защиту, но обработанная поверхность не будет обладать металлическим блеском, что легко решается нанесением любого лакокрасочного покрытия. При нанесении цинкового состава холодным методом изделия из металла не поддаются нагреву, что сохраняет все их механические свойства. Покрытие можно наносить как на отдельные детали, так и на готовое изделие, в результате чего надежно обрабатываются все стыки, сварные швы, внутренние поверхности и другие структурные элементы.
ааа ну это же термодиффузная оцинковка? чето сложновато как-то, я бы так не делал, проще горячим цинком обливать, быстрее и дешевле выйдет. а реторты это вообще геморрой, чистить потом их.
Чё за цианиды то сразу?? опасно это ваще жуть как. лучше бы про обычную оцинковку написали а то как-то страшно.
а чё за величины? где их глянуть? а то всё как то расплывчато… у меня как раз железо гниет быстро, надо бы подправить чонить.
А че с сушкой? ваще не понятно зачем тут про нее писать. Ну оцинковка это норм но надо подробнее.