
Покрытие изделий из металла цинком – наиболее простой, распространенный и дешевый метод защиты от коррозии. Цинкование в домашних условиях характеризуется легкой и доступной технологией.

Чтобы надежно защитить стальное изделие от коррозии, его можно покрыть цинком. Его слой намного долговечней краски, к тому же он устойчив к истиранию. Цинковое покрытие можно нанести в домашних условиях, причем по весьма простой технологии.

Самое стойкое цинковое покрытие на сталь в домашних условиях можно нанести методом гальваники. Если деталь небольшая, то для этого даже не обязательно иметь мощный блок питания, достаточно просто батарейки. Рассмотрим процесс оцинковки стали от А до Я.
Отменно защищает кузов автомобиля от ржавчины оцинковка, поскольку цинк более стоек к атмосферным влияниям или механическим и химическим воздействиям, чем сталь. Цинк можно нанести самому гальваническим способом, но при этом не забывать о технике безопасности. При работе следует пользоваться респиратором, резиновыми перчатками, защитными очками, а все операции проводить на улице или в хорошо проветриваемом помещении.

- 6 Основные требования к холодному цинкованию дома
- Способы и методы цинкования
- Термодиффузионное покрытие цинком
- Газотермическое напыление цинка
- Технология выполнения цинкования в домашних условиях
- Цинкование как распространенный способ коррозийной защиты металлов
- Проведение цинкования в домашних условиях
- Где найти электролит
- Как получить цинк
- Подготовка к выполнению процедуры
- Технология создания цинковой пленки
- Горячий метод
- Холодный метод
- Гальваническое цинкование
- Термодиффузионное цинкование
- Газотермическое цинкование
- Цинкование металла в домашних условиях
- Преимущества и недостатки горячего цинкования
- Этап подготовки поверхности
- Погружение поверхности в ванну
- От чего зависит время погружения
- Этап извлечения из ванны
- Используемое оборудование – линия горячего цинкования
- Участок химической подготовки
- Печь горячего цинкования
- Суть и назначение процесса цинкования металла
- Материалы
- 2 Технологии различных методов цинкования
- 4 Параметры домашнего гальванического цинкования
- Что потребуется
- Смотрите видео
- Цинкование с фосфатированием
- Понадобится
- 5 Холодное цинкование своими руками
- 1 Цинкование как способ коррозийной защиты металлов
- 3 Гальваническое цинкование в домашних условиях
- Как отличить оцинкованный металл от обычного
- Процесс нанесения цинкового покрытия
- Простой способ цинкования в домашних условиях
- Получение цинкового состава
- Подготовка к нанесению покрытия
- Нанесение цинковой пленки
- Процесс гальванической оцинковки металла
6 Основные требования к холодному цинкованию дома
Важная составляющая холодного цинкования металла – жидкий цинк предварительно перемешивают. Из-за большой плотности составы сильно раcслаиваются и непосредственно перед использованием их необходимо тщательно перемешать до получения однородной массы, жидкости. Кроме того, чем качественней подготовлен к нанесению покрытия металл, тем долговечней будет защитный цинковый слой. Поэтому лучше всего произвести механическую зачистку детали с последующим обезжириванием.

Оцинковка, нанесенная на такое изделие в 2 слоя, прослужит минимум 10 лет. Очередной слой делают всего через 30 минут после предыдущего. Перед нанесением финишных покрытий и ЛКМ необходимо выдержать 24 часа (чтобы остатки растворителя полностью улетучились). Холодное цинкование, своими руками проведенное с соблюдением технологии и инструкции по применению состава, по качеству и надежности не уступает фабричному исполнению.
https://youtube.com/watch?v=kdv7wlvWOhc%3Frel%3D0
Цинкование металла: суть и назначение процесса. Различные технологии цинкования металла. Преимущества оцинкованных металлоконструкций. Процесс цинкования металла в домашних условиях.
Цинкование металла – это технологический процесс, суть которого заключается в нанесении на поверхность металлических деталей специального цинксодержащего состава. Данная процедура призвана предупредить образование окислов и ржавчин, что благоприятно влияет на срок службы металлоконструкций любого типа. Цинкование можно осуществить не только в производственных условиях, но и своими руками. В статье подобно изложены различные методики цинкования металла.
- Суть и назначение процесса цинкования металла
- Свойства и преимущества оцинкованных покрытий
- Способы и методы цинкования
- Как отличить оцинкованный металл от обычного
- Простой способ цинкования в домашних условиях
Способы и методы цинкования
- горячее;
- холодное;
- гальванизация;
- термодиффузионное цинковое покрытие;
- напыление под воздействием термических газов.
При выборе технологии цинкования металла нужно отталкиваться от предназначения изделия и способов его эксплуатации. Заранее необходимо определить класс толщины цинкового слоя, так как от этого зависит весь технологический процесс, включая настройку производных температур.
Изделия из металла, на которых уже присутствует цинк, не стоит подвергать механическим воздействиям, так как можно нарушить целостность защитного покрытия.
Сталь цинкуется горячим методом в 2 этапа:
- Подготовительные меры.
- Процесс цинкования.
Подготовка изделий также делится на следующие друг за другом производственные стадии:
- Зачистка и обезжиривание поверхности.
- Травление с помощью кислот.
- Промывание деталей.
- Флюсование (вычленение из металла солей и оксидов).
- Просушка.
После завершения этапа 1 деталь погружают в специальный резервуар с расплавленным цинком, после чего начинает формироваться тонкий защитный слой из железа и цинка. Далее изделие подвергается продуванию, которое призвано обеспечить полное высыхание изделия, а также удаление лишних образований.
Недостаток данного метода оцинковывания металла заключается в ограничении габаритов обрабатываемых изделий размерами резервуара.
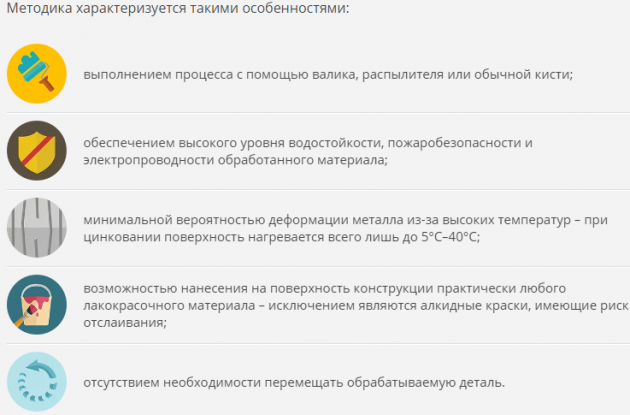
Для холодного цинкования потребуется специальный цинковый состав (например «Цинокол») и малярный инструмент (кисть, валик). Смесь включает от 86% цинка, благодаря чему защитное покрытие образуется сразу после нанесения состава на металлическую поверхность.
Если конфигурация поверхности не позволяет нанести цинковую смесь малярным инструментом равномерно, применяют краскопульт – устройство для распыления различных материалов.

Холодный метод цинкования не имеет аналогов, если речь идет о нанесении или восстановлении защитного слоя металлоконструкций, в отношении которых невозможно применить иные способы цинкования (например, уже смонтированное оборудование, леса или трубы). Также такой метод является лучшим решением для проведения ремонтных работ.
Холодный способ цинкования можно производить в широком температурном диапазоне, при этом защитный покров сохраняет гибкость и устойчивость к различным повреждениям.
Гальванизация сопровождается высокой адгезией элементов металла и цинка, соединенных на молекулярном уровне. Можно достичь не только максимально равномерного цинкового покрытия по всей площади детали, но и придать ему декоративный вид.
Процесс электрохимической гальванизации происходит так:
- пластины или другие объекты из металла погружаются в специальную электролитическую жидкость;
- объект обработки подключается к источникам тока с разными зарядами;
- разность потенциала заставляет материал разрешаться, после чего молекулы цинка начинают подниматься к поверхности изделия, образуя тем самым защитный слой.
Цинкование металлоконструкций гальваническим методом позволяет воссоздать неповторимый декоративный узор, контролируя при этом толщину барьерного слоя.

Главный недостаток процедуры – высокая стоимость, которая складывается из цен на электроэнергию, состав электролита, оборудование и другие производственные элементы.
Термодиффузионное покрытие цинком

Как правило, данную технологию применяют в случае необходимости создания защитного слоя свыше 15 мкм.
Подготовка самих деталей происходит по стандарту. Термодиффузионный метод, как и другие технологии, обладает рядом положительных и отрицательных черт.
- безопасность и экологичность;
- возможность контролировать толщину цинковой наслойки;
- высокое качество защитного покрытия без образования пор;
- после процедуры не остается специфических отходов, нуждающихся в особом виде утилизации;
- можно осуществить цинкование изделий даже со сложной геометрической конструкцией.
- наличие налета на оцинкованных деталях, отсутствие зеркального блеска;
- образование цинковой пыли в окружающей среде;
- средний уровень производительности;
- цинкование может получиться неравномерным.
Газотермическое напыление цинка

Технология выполнения цинкования в домашних условиях

Метод цинкования – один из самых распространенных для создания надежной защиты для металла от коррозии. Он отличается простотой и дешевизной. Поэтому такой способ обработки можно выполнять в домашних условиях, для чего необходимо лишь соблюдать определенные условия.
Цинкование как распространенный способ коррозийной защиты металлов
При создании качественных и долговечных металлических покрытий чаще всего применяют именно технологию цинкования. Это объясняется невысокой стоимостью расходных материалов и отличным результатом. Само цинкование происходит по простейшей технологии. Для ее осуществления не нужны дополнительные расходы и много усилий, что позволяет проводить подобную обработку в домашних условиях.

Холодное цинкование – защита металла от коррозии
Цинковое покрытие формируется в результате того, что цинк вступает в реакцию окисления с кислородом, находящимся в составе воздуха. В последующем на поверхности обрабатываемого металла образуется прочная защитная пленка, которая ограждает его от негативного воздействия внешней среды.
Цинк является более активным металлом, чем железо или сталь. Поэтому он в первую очередь взаимодействует с кислородом и водой, предотвращая коррозию. Даже если на поверхности изделий из металла присутствует хоть часть покрытия, оно защищает его от разрушения.
Проведение цинкования в домашних условиях
Технологический процесс цинкования подразумевает под собой осаждение катионов металла на аноде. Подобная химическая реакция протекает в ванне с электролитом при воздействии электрического тока.
Где найти электролит
В качестве электролита можно использовать любой раствор солей цинка. Самыми популярными и легкодоступными считаются хлорид цинка и соляная кислота. Также электролит с необходимыми свойствами можно получить методом травления цинка в серной кислоте. Эту реакцию следует проводить очень осторожно. Она сопровождается выделением большого количества тепловой энергии и взрывоопасного водорода.
Травление цинка в серной кислоте с выделением водорода и получением солей цинка
Как получить цинк
Для цинкования в домашних условиях необходимо подготовить цинк, который можно получить следующими способами:
- используя обычные солевые батарейки;
- плавкие предохранители времен Советского Союза;
- любые детали с цинковым покрытием;
- чистый металл, который можно найти в соответствующих магазинах, где продаются химические реактивы.
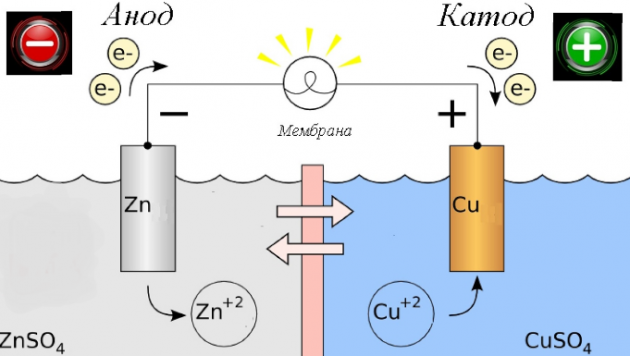
Схема получения цинка из батареек
Подготовка к выполнению процедуры
Для создания качественного металлического покрытия следует выполнить несколько подготовительных операций:

- подготавливают гальваническую ванну. Ее роль может выполнять любая стеклянная или пластиковая тара;
- устанавливают штативы для анода и катода;
- электролит не должен содержать в составе нерастворенные кристаллы соли, для чего дополнительно вводят дистиллированную воду;
- роль анода выполняет цинковая пластина. Чем больше ее площадь, тем качественнее получится покрытие;
- к аноду присоединяется плюс от источника питания. Данных элементов при желании может быть несколько;
- к катоду присоединяется минус. На его поверхности будут осаждаться частицы цинка;
- катод должен быть очищен от ржавчины и любых загрязнений. Перед обработкой его дополнительно окунают в раствор кислоты;
- катод должен находиться на одном расстоянии от анода, чтобы получилось равномерное покрытие со всех сторон;
- в качестве источника питания применяют любой аккумулятор или блок питания с постоянным током на выходе;
- чем больше сила тока и вольтаж, тем быстрее будет происходить реакция и тем рыхлее получится защитная пленка;
- при использовании автомобильного аккумулятора в цепь включают лампочку накаливания до 20 Вт для снижения силы тока.

Устройство для цинкования в домашних условиях
Технология создания цинковой пленки
Для создания качественного защитного покрытия на поверхности металла после проведенных подготовительных операций источник тока подключают к сети, а катод окунают в гальваническую ванну. Данный процесс должен проходить без бурного кипения. Если такое наблюдается, можно заподозрить слишком большую силу тока в системе. Чтобы снизить ее, в электрическую цепь присоединяют несколько дополнительных потребителей.
Постепенно на поверхности катода будет формироваться металлическое покрытие. Чем дольше протекает этот процесс, тем больше будет толщина защитного слоя на металле.
Существует много эффективных химических способов выполнения цинкования, каждый из которых имеет свои преимущества и недостатки. В любом случае созданное покрытие будет служить долго, если не подвергать его механическим воздействиям и правильно выбрать толщину защитного слоя с учетом особенностей эксплуатации изделий.
Особенности холодного цинкования
Горячий метод
Данный способ цинкования является одним из самых эффективных. После проведения подобной обработки удается создать надежное покрытие, которое надолго остается на поверхности металлических изделий. Недостатком горячего метода является его вредность для окружающей среды.
Для выполнения данной обработки необходимо придерживаться следующей технологии:
Этапы горячего цинкования
- подготовка. Поверхность металла обезжиривают, проводят травление;
- после выполнения подготовительных процедур деталь промывают и высушивают;
- изделий из металла опускают в емкость с цинковым раствором.
Такой метод цинкования не подходит для обработки больших по площади деталей и требует определенной подготовки, поиска подходящих емкостей.
Холодный метод
Данный метод обработки подразумевает окраску металлоизделий специальными смесями. Они содержат в составе цинк, что позволяет в кратчайшие сроки сформировать на поверхности надежное покрытие. Наносят такую краску обычным способом – валиком, кистью, краскопультом. Такой метод обработки идеален для деталей, которые невозможно покрыть защитным слоем обычным горячим цинкованием.

Предназначение холодного цинкования
Гальваническое цинкование
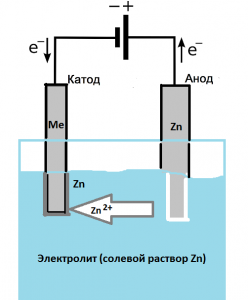
Схема гальванического цинкования
Такое цинкование в домашних условиях проводится с применением электрохимических воздействий на металл. При его выполнении на поверхности металла образуется тонкая защитная пленка, которая эффективно защищает металл от внешнего негативного воздействия.
Для обработки изделие помещают в специальную емкость, где находится цинковая пластина. После этого подводится электричество. Именно оно переносит частицы цинка с пластин на поверхность обрабатываемых изделий.
Основным недостатком данного метода называют его дороговизну. Также в процессе обработки металла остаются опасные яды, которые требуют специальной утилизации.
Термодиффузионное цинкование
При выполнении термодиффузионного цинкования создается среда, которая характеризуется наличием высоких температурных показателей. Примерно при +2600°С цинк расщепляется на мелкие частицы, которые оседают на поверхности металлических изделий. Основным преимуществом данного метода цинкования является то, что в результате его выполнения образуется особенно толстый защитный слой.

Преимущества термодиффузионного цинкования
Процесс нанесения защитного покрытия на изделия из металла осуществляется в специальной камере закрытого типа. Вначале на поверхность детали наносится порошковый цинк, после чего она подвергается нагреву. Данная технология применяется исключительно в промышленных условиях. Дома ее использовать очень сложно, дорого и небезопасно.
Преимуществом термодиффузионного цинкования называют его безопасность для окружающей среды. Создаваемое покрытие имеет значительную толщину, что обеспечивает отличные защитные качества.
Газотермическое цинкование
Нанесение цинка осуществляется при помощи интенсивного газового потока. После выполнения подобной обработки поверхность обязательно окрашивают. Несмотря на особенности подобной технологии, она обеспечивает высокое качество и долгий срок службы обрабатываемых деталей.

Цинкование металла в домашних условиях
Простая технология горячего цинкования позволяет значительно увеличить срок службы металла. Расскажем о методах покрытия металла, видах применяемого оборудования.

Низкоуглеродистые стали имеют хорошие технические характеристики для создания из них металлических конструкций при строительстве мостов, зданий и других сооружений. Горячее цинкование полностью покрывает всю поверхность детали слоем цинка для защиты ее от негативного влияния воды и кислорода.

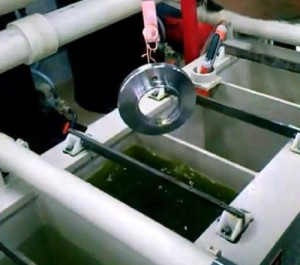
Покрытые горячим цинком. Детали достают из ванны
По технологии горячего цинкования, открытой в XIX веке, металлоконструкцию опускают в ванну с горячим цинком и выдерживают несколько минут. Чтобы сцепление с металлом было прочным, делают предварительную подготовку.
- Преимущества и недостатки горячего цинкования
- Сферы применения
- Технология процесса
- Используемое оборудование – линия горячего цинкования
Преимущества и недостатки горячего цинкования
Горячее оцинкование в отличие от электролитического способа покрытия металлических поверхностей, делают, в основном, на крупных заготовках простой формы из тонкого листа углеродистой и низколегированной стали. Преимущества такого способа защиты от коррозии:
- простота технологического процесса цинкования;
- высокая производительность;
- низкая стоимость;
- обслуживание рабочими с низким уровнем подготовки;
- отсутствие сложного оборудования.
В результате горячего цинкования улучшается внешний вид деталей и увеличивается эксплуатационный срок. Длительное время поверхность устойчива к агрессивным средам, включая слабокислые и щелочные растворы. На протяжении 20–25 лет детали не надо покрывать защитными составами, краской, грунтовкой.
К недостаткам горячего цинкования можно отнести:
- неравномерный и толстый слой покрытия;
- большой расход цинка;
- вредные испарения во время подготовки и цинкования;
- габариты заготовок ограничены размерами ванны;
- покрытые детали плохо свариваются;
- невозможно покрывать элементы с посадочными размерами;
- осложняется дальнейшая обработка.
Толщина слоя цинка на одной поверхности колеблется от 3–5 микрон до 1 мм. Получить ровный слой с заданной толщиной цинкованием невозможно.
Металлоконструкции, эксплуатируемые на открытом воздухе, нуждаются в защите. Покрытие горячим цинком применяют для следующих изделий:
- опор линий электропередач, особенно высоковольтных;
- антикоррозионного покрытия нижней части корпуса корабля;
- металлоконструкций мостов и трубопроводов;
- столбов уличного освещения;
- каркасов зданий;
- ступеней лестниц;
- перил, ограждений балконов и других элементов зданий;
- труб системы вентиляции.
Способ покрытия горячим цинкованием металла применяется для трубопроводов, различных элементов садового и фасадного дизайна.
Покрытие металла методом горячего оцинкования происходит в несколько этапов: подготовка поверхности, сам процесс покрытия и контроль полученного слоя цинка после охлаждения.
Этап подготовки поверхности
Поверхность металла в процессе обработки и транспортировки покрывается грязью, масляными пятнами и другими веществами, препятствующими соединению цинка со сталью. На их месте образуются дефекты: отслаивание и пузырение, непокрытые места.
Сильно загрязненные детали продувают сжатым воздухом, очищая их от пыли и механических отходов. Одновременно происходит сушка мокрых пятен, удаление лишней влаги. Особенно тщательно обдувают изделия, которые хранились под открытым небом или транспортировались издалека.
В процессе обезжиривания слабокислым или щелочным раствором смываются вся грязь и жирные пятна. Концентрация кислоты и щелочи подбирается с таким учетом, чтобы жир растворился, а сталь осталась нетронутой.
Следующий по технологии этап подготовки к цинкованию – травление в растворе соляной кислоты. Окислы железа вступают в химическую реакцию. В результате металлическая поверхность очищается и выравнивается. Образовавшиеся соли оседают на дно травильной емкости.
Остатки технологического раствора и солей удаляются при промывке. Ее производят струей воды под давлением или последовательным окунанием в несколько ванн.
Завершает подготовку поверхности к цинкованию флюсование. Тонкий слой смеси хлорида цинка и хлорида аммония остается на детали. Пленка не пропускает воздух и препятствует окислению. При цинковании флюс растворяется и улучшает смачиваемость металла.
Ванна с флюсом требует постоянного ухода. Ее следует чистить через несколько технологических циклов, используя для этого перекись водорода. Концентрация флюса проверяется после каждого окунания партии изделий.
Завершает подготовку к горячему цинкованию сушка. Она производится в сушильной камере при температуре воздуха 100–120 °C. Если остатка влаги не удалить, то при опускании в ванну она начнет кипеть и создавать пузырьки на детали. В результате поверхность вся будет покрыта круглыми темными пятнами, где цинк не пристал.
Погружение поверхности в ванну
Важную роль в качестве цинкования играет скорость погружения и температура. Цинк нагревается до 450 °C, и такая температура поддерживается постоянно. Сталь нагревается примерно до 70 °C, чтобы не было резкого перепада температур и охлаждения цинка.
Быстрое погружение вызовет турбулентное движение жидкости и плохое прилипание. Очень медленное опускание, наоборот, оставит горячий состав неподвижным, и он не проникнет в узкие места, не покроет внутренние поверхности.
При расчете скорости опускания металла в ванну учитывается и скорость расплавления флюса на ее поверхности. Он переходит в жидкое и газообразное состояние при температуре значительно ниже 450 °C, и поэтому сходит с металла над ванной. Если деталь опускать медленно, то на открывшейся поверхности успеет образоваться пленка окислов. И наоборот, быстрое погружение не позволит флюсу раствориться – он останется на поверхности.
Скорость погружения при разработке технологии горячего цинкования сначала рассчитывается на основании гидравлических и гидродинамических законов с учетом размеров и конфигурации детали. Затем производится контрольное погружение, практическая корректировка расчетов. В последнее время создана компьютерная программа, моделирующая движение горячего цинка при опускании детали в ванну. Она учитывает все особенности конфигурации опускаемого предмета, его выступы и заполнение полостей, а также растворение и испарение флюса.
От чего зависит время погружения
Время нахождения в ванне – 3–10 минут. Оно зависит от толщины стенок детали. Сталь должна полностью прогреться до температуры цинка. Расчет делается по самому большому сечению с учетом теплопроводности покрываемого материала и охлаждения самого цинка при погружении холодного предмета.
Детали в ванне постоянно перемещают, перемешивая цинк для ровного прогрева и покрытия.
Этап извлечения из ванны
Практика показала, что толщина покрытия зависит от скорости извлечения деталей из горячей ванны. Чем медленнее поднимаются металлические конструкции, тем тоньше слой цинка оседает на их поверхности.
Флюс при растворении частично остается в горячей ванне. Он образует шлак и всплывает на поверхность. Перед извлечением емкости из ванны, его специальным скребком удаляют, собирают. Если этого не сделать, то шлак попадет на деталь и испортит однородность покрытия.
Охлаждение после цинкования происходит на открытом воздухе. Мелкие детали можно высыпать из корзин, чтобы они быстрее и равномернее остывали.
Используемое оборудование – линия горячего цинкования
При массовом производстве деталей и защитного покрытия листового металла, проволоки и других изделий из металла устанавливают оборудование для горячего цинкования в одну линию, по одной оси. Протяженность цеха достигает нескольких сотен метров. Сверху мостовые краны, которые имеют защитное покрытие от воздействия химических веществ.
Участок химической подготовки
Несколько ванн стоят в одну линию в соответствии с технологическими операциями. В первой производится обезжиривание, дальше – травление. Завершающими после флюсования стоят емкости с водой для промывки. Завершает химическую подготовку камера для сушки.
Траверса с коробами или металлоконструкциями подается к первой емкости на тележке. Затем кран по очереди опускает ее во все ванны. При больших размерах емкостей возможна передача деталей между ваннами по конвейеру.
Печь горячего цинкования
Печь для непрерывного горячего цинкования рассчитывается по длине на плавное опускание корзин и перемещение их в противоположный конец исходя из скорости окунания и вынимания, времени прогрева стали. В среднем длина ванны составляет 13 м.

Линия непрерывного цинкования листового проката
Подогрев осуществляется разными способами. Наиболее выгодным признан газ. Ванна может обогреваться электричеством, мазутом и углем. Все зависит от расположенных поблизости источников энергии.
Горячим цинкованием защищают металлоконструкции от коррозии. Метод имеет свои недостатки, но преимуществ значительно больше. Способ нанесения покрытия относительно дешевый и быстрый.
Нам интересно мнение читателей по поводу горячего цинкования. Возможно, другие технологии покрытия металла цинком более удобны и практичны?
Инженер-технолог в области металлургии и металлообработки
Поиск записей с помощью фильтра:
Суть и назначение процесса цинкования металла
Цинк является основным компонентом специальной химической смеси, которой принято покрывать изделия из металла во избежание развития коррозионных процессов. Повышенная влажность, воздействия механического характера, химические реакции – все это может спровоцировать окисление поверхности металла, однако оцинкованные изделия гораздо меньше подвержены коррозии.
Цинк и металл в симбиозе образуют гальваническую пару, где цинк принимает на себя все барьерные функции и, следовательно, вступает в различные формы взаимодействия с факторами окружающей среды.
Поверхность изделия будет сохранять свой первоначальный вид до тех пор, пока не разрушится полностью верхний цинковый слой. В местах, где цинк подвергается наиболее сильному воздействию, под влиянием молекул воды и кислорода образуется защитный слой гидроксида, который также сохраняет целостность металла.
Цинкование алюминия и других видов металлов происходит с использованием разных методов, однако наибольшее влияние на эффективность результата данной процедуры оказывает класс толщины цинкового слоя, который определен по ГОСТ 14918-80.
Классы цинкового покрытия П и 1 чаще всего используются в условиях сложной климатической обстановки повышенной влажности и перепадов температур.
Материалы
- цинковый лом (старый карбюратор);
- электролит для АКБ;
- кальцинированная сода;
- растворитель.
2 Технологии различных методов цинкования
Горячее – покрытия наносят погружением в емкость с расплавленным цинком, температуру которого поддерживают в интервале 460–4800 °С. Горячецинковые покрытия по долговечности, качеству – одни из лучших, а по объему производства находятся на 2 месте. Технологический процесс энергозатратен и сложен в плане обеспечения экологической безопасности, что обусловлено использованием химических способов подготовки поверхности и наличием расплавленного цинка.
Газо-термическое напыление – порошкообразный или проволочный цинк расплавляют и напыляют в газовом потоке на металл обрабатываемой детали. Этот метод оптимален для антикоррозионной защиты крупногабаритных металлических конструкций, которые не умещаются в гальваническую или с расплавом цинка ванну. Частицы расплавленного цинка ударяются о поверхность изделия и, деформируясь, образуют пористое («чешуйчатое») покрытие, которое, как правило, требует обработки порозаполнителем (лакокрасочным материалом). Комбинированное покрытие не теряет защитных качеств в различных средах (атмосфера, вода морская и пресная) 30 лет и более.

Термодиффузионное (шерардизация) – цинковое покрытие получают за счет проникновения атомов цинка в железную подложку с образованием железноцинкового сплава, имеющего сложную структуру. Эффект достигается благодаря тому, что атомы цинка при температурах свыше 2600 °С переходят в паровую фазу. Процесс проводят в замкнутом объеме муфелей или реторт, заполненных обрабатываемыми деталями и порошковой цинкосодержащей смесью. Технологию используют, когда необходимо получить слой цинка толще 15 мкм (обычно 25–110 мкм). Метод экологически безопасен. Покрытие беспористое, с высокой адгезией, защитная способность выше, чем у полученного гальваническим методом в 3–5 раз, и сопоставима со стойкостью горячецинкового.
Гальваническое – обеспечивает создание очень гладкого и точного покрытия, которое наносят при электрохимическом воздействии. Метод применим не только для электропроводящих материалов, но также и для неэлектропроводящих. Получаемое покрытие равномерное, точного размера, декоративного вида, блестящее, толщина, как правило, не превышает 20–30 мкм. Технология – цинковые пластины и обрабатываемую конструкцию погружают в резервуар с электролитом, а затем подключают к источнику постоянного тока. В процессе электролиза анод из цинка растворяется, а его молекулы оседают на поверхности изделия. Электрохимический метод связан с образованием опасных отходов.
Холодное – окраска изделий из металла грунтами, насыщенными высокодисперсным порошкообразным цинком (в готовом покрытии содержится 89–93 % цинка). Метод отличается высокой технологичностью, является самым простым, в настоящее время широко распространен. Очень эффективен для изделий, конструкций, которые нельзя обработать иным способом – закрепленные линии передач, трубы, элементы нефтяной аппаратуры, железнодорожных путей, дорожных ограждений, фурнитуры для мебели и прочие стационарные, неподвижные, труднодоступные объекты. «Холодное» покрытие может прослужить дольше, чем «горячее», в 3–4 раза. Недостатки – относительно низкая стойкость к различным механическим воздействиям и высокие требования к санитарно-гигиеническим условиям работы маляров из-за применения органических растворителей.
Все приведенные методы применяются в промышленных масштабах. Последние 2 можно реализовать самостоятельно с соблюдением необходимых мер безопасности.
https://youtube.com/watch?v=aBEKtjF7Pzs%3Frel%3D0
4 Параметры домашнего гальванического цинкования
Самым сложным в работе является подбор режима цинкования. От него зависит качество покрытия детали. На нее либо осядет цинковый порошок, беспрепятственно удаляемый тряпкой, или прочный слой, который долго прослужит.
Факторы, определяющие добротность покрытия:
- Плотность тока – величина силы тока, поделенная на площадь поверхности изделия. Должна быть 0,5–10 А на 1 квадратный дециметр (оптимально 1,5 А/дм2). Регулятором напряжения добиваются не слишком бурного протекания реакции. Если с поверхности изделия пузырьки будут идти чрезмерно активно, то покрытие получится неровным и слабым.
- Температура электролита должна быть комнатной (18–25 °С).
- Плотность электролита – варьируется в широком диапазоне (от нуля и до величины растворимости солей цинка).
- Геометрия изделия – у детали сложной формы, в зависимости от удаления различных ее фрагментов от цинкового электрода, может быть существенная разница в толщине покрытия разных участков (слабое покрытие в углублениях, а на острой кромке образуются наросты).

Исходя из выше описанного, целесообразно расстояние до электрода увеличить, использовать 2 цинковых анода, деталь покрутить, поэкспериментировать. Цинкование возможно проводить в 2 или 3 слоя с сопутствующим удалением образовавшихся наростов.
https://youtube.com/watch?v=Vwby4Ia4044%3Frel%3D0
Что потребуется
- вода;
- кальцинированная сода;
- уксус;
- цинковая пластина или стержень;
- провода;
- пальчиковая батарейка.
Смотрите видео
- износостойкость и длительность службы окрашиваемого покрытия;
- низкая себестоимость в сравнении с ценой на окрашивание без предварительного цинкования за срок до 25 лет;
- простые требования к изделиям из металла.
Цинкование металла осуществляет не только барьерную и защитную, но и электрохимическую защиту верхних слоев обработанных изделий.
Цинкование с фосфатированием
Цинкование с фосфатированием принято использовать для обработки цветных металлов. В результате процедуры на верхнем слое детали из металла образуются фосфаты цинка, марганца или железа, которые являются малорастворимыми элементами, что усиливает барьерные и электроизоляционные качества обрабатываемых поверхностей.
Цинкование с фосфатированием можно применять в отношении следующих видов металлов:
- чугуна;
- кадмия;
- низколегированных углеродистых сталей;
- меди;
- цинка;
- алюминия.
Металлические предметы, оцинкованные посредством фосфатирования, могут использоваться даже в условиях тропиков. Они не подвержены воздействию нагретых материалов, смазочной органики (масел), бензола, толуола и всех газов за исключением сероводорода.

Понадобится
Для гальванической оцинковки металла нам потребуются вполне доступные и недорогие материалы и изделия:
- цинк (например, корпуса соляных батареек);
- ортофосфорная кислота;
- ржавая металлическая пластина;
- аккумуляторная батарея на 12 В;
- тонкий провод;
- небольшой магнит;
- ватные диски и резиновые кольца;
- скотч;
- медицинский шприц.
Из инструментов мы будем пользоваться:
газовой горелкой, ножницами, отверткой, бытовым феном, ножом, болгаркой и амперметром.
5 Холодное цинкование своими руками
Холодное цинкование – нанесение покрытия в виде краски. В этой формулировке заложен основной смысл используемого материала – это не краска, содержащая цинк, а именно этот металл в виде краски.
Для холодного цинкования на рынке можно найти большое множество материалов от различных производителей. У многих составов иногда основные характеристики (содержание цинка, к примеру) варьируются в широких пределах. Соответственно, эффективность их применения тоже может меняться. Некоторые составы очень требовательны к качеству подготовки поверхности металла, у других недостаточная сила адгезии с деталью, и они легко отслаиваются, какие-то обладают низкой эластичностью и покрываются паутиной трещин, есть такие, которым нужен фирменный растворитель, для нанесения ряда материалов требуется специальное оборудование, бывают не совместимые с финишными покрытиями.

Все предлагаемые материалы включают два компонента, поставляемых в отдельных упаковках – цинковый порошок и связующий жидкий компонент. Перед применением оба вещества смешивают согласно нормативам, указанным в документах на краску. Пропорции «порошок»-«связующее» бывают от 1:1 до 3:1. Средство наносят при температуре 5–40 °С и влажности воздуха 30–98 %. Во время работ и после их проведения помещение тщательно проветривают. Необходимо использовать средства индивидуальной защиты.
Хорошо зарекомендовал себя российский материал Гальванол, обладающий оптимальными характеристиками:
- быстро сохнет – до нанесения следующего слоя требуется выждать 30 минут;
- можно наносить любым способом (погружением, валиком, кистью, краскопультом и так далее);
- можно окрашивать любыми ЛКМ, возможно нанесение полимерных покрытий;
- допустимо нанесение на ржавчину;
- возможно наносить на влажный металл и при отрицательных (до -35 °С) температурах;
- растворим доступными растворителями (ксилол, сольвент).
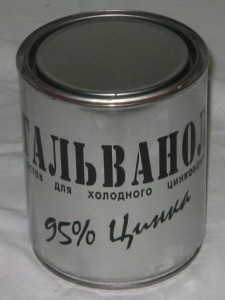
Гальванол настолько технологичен и прост в нанесении, что позволяет высокоэффективно защищать чугун, сталь и железо даже в обычных домашних условиях.
https://youtube.com/watch?v=2ZaX9zOg3Gg%3Frel%3D0
1 Цинкование как способ коррозийной защиты металлов
В мировой практике из антикоррозийных металлических покрытий наиболее широко применяют цинковые. Это обусловлено относительно небольшой стоимостью цинка и достаточно высокой эффективностью получаемой защиты от внешней среды. В тоже время, технологический процесс нанесения покрытия, называемый цинкование, характеризуется низкими затратами. В атмосфере цинк взаимодействует с кислородом, в результате чего на его поверхности образуется тонкая оксидная пленка, предохраняющая защищаемый металл от губительных воздействий внешней среды. Способов цинкования металлических деталей несколько:

- горячий;
- газо-термическое напыление;
- термодиффузионный;
- холодный;
- гальванический.

Выбирают метод цинкования, исходя из условий последующего использования изделия и желаемых свойств защитного слоя. Для одной детали может применяться несколько видов покрытия. Чтобы результат был качественным во всех случаях, важен правильный подбор толщины покрытия из цинка, зависящий от температуры и времени процесса. Следует помнить, что оцинкованная металлическая деталь не должна подвергаться каким-либо механическим воздействиям.
https://youtube.com/watch?v=Etsn-sbQ0s0%3Frel%3D0
3 Гальваническое цинкование в домашних условиях
Цинкование в домашних условиях – процедура, требующая большой точности и аккуратности. Источником тока может служить зарядное устройство на 2–6 А, 6–12 В или автомобильный аккумулятор. Для изготовления электролита, теоретически, можно использовать любую соль, способную растворяться в воде. Однако на практике проще сделать раствор соли цинка. Его состав:
- 200 г сернокислого цинка;
- 50 г сернокислого аммония или магния;
- 15 г уксуснокислого натрия;
- 1 л воды.

Можно воспользоваться аккумуляторным электролитом (водный раствор серной кислоты), в который необходимо поместить цинк. Когда реакция прекратится, кислота преобразуется в соль, а цинк останется. Если раствор кислоты окажется чрезмерно концентрированным, то на дне появится осадок (кристаллический сульфат цинка). Раствор в этом случае слегка разбавляют водой. Важно помнить, что электролит – опасный яд, с которым следует работать крайне осторожно и в защитной одежде. Помещение, где ведутся работы, должно хорошо проветриваться.
Подбирают посуду из винипласта или стекла. Когда деталь небольшая, то подойдет даже литровая банка. Предусматривают возможность прикрепления на ней изделия и электрода из цинка. Электролит процеживают и заливают в емкость. Деталь, предназначенную для цинкования, необходимо тщательно очистить и обезжирить. Сделать это надо как можно лучше, чтобы цинк лег ровно и прочно. Затем деталь на 2–10 секунд опускают в раствор, после чего сразу промывают под проточной водой. Эту процедуру называют химическим активированием. После этого приступают к анодированию изделия.

Цинковый электрод изготавливают из куска цинка, для чего в нем просверливают отверстие и подвешивают его на медной проволоке. Электрод должен соответствовать следующим требованиям:
- площадь поверхности сопоставима с площадью изделия;
- форма плоская и удобная для размещения в емкости.
Для подключения к источнику питания используют медные провода. Минус подводят к детали, а плюс к цинковому электроду, который «растворится», а на изделии образуется слой цинка. Время обработки – 10–40 минут.
https://youtube.com/watch?v=k2g7FCm-AJU%3Frel%3D0
Как отличить оцинкованный металл от обычного
Оцинкованная и обычная нержавеющая сталь имеют разную себестоимость, поэтому стоит знать, как их различить в условиях не всегда честного современного рынка.
- На глаз. Оцинкованная сталь, как правило, имеет характерные радужные разводы. Также обычный металл имеет более матовую поверхность. Если на металле нет кристаллических декоративных узоров, то цинковое покрытие имеет зеркальный блеск.
- Магнит. Оцинкованные поверхности обладают более сильными электромагнитными свойствами, что можно проверить с помощью обычного магнита.
- Спектральный анализ. Требуется специальное оборудование, определяющее химический состав стали, но данный способ считается наиболее точным и надежным.
- Химический метод. Соляная кислота вступает с цинком в химическую реакцию, при которой начинается выделяться водород. Достаточно небольшого количества соляной кислоты.
При покупке оцинкованной стали рекомендуется выбрать надежного и ответственного поставщика, что избавит от проблем с определением подлинности металла и наличия у него цинкового покрытия.
Стальное изделие, которое нужно защитить слоем цинка, требуется предварительно очистить от ржавчины. Это делается виброустановкой с песком, пескоструем, наждачной бумагой или в растворе лимонной кислоты.
Деталь должна быть чистой и гладкой, в противном случае покрытие ляжет неравномерно.

Суть процесса в том, что изделие будет помещено в ванну с электролитом вместе с цинковым электродом. Они будут подключены к батарейке, в результате чего частицы цинка с электрода перенесутся на этот предмет. Для этого нужно только подключить к изделию «–», а к электроду «+».
Для работы нужно приготовить электролит. В обычную теплую водопроводную воду добавляется кальцинированная сода, для урегулирования pH, в расчете 1 ложка на 0,5 л.

Затем приливается немного уксуса, чтобы подкислить раствор.

После этого требуется подключить цинковый анод проводом к плюсовому контакту пальчиковой батарейки, а само изделие для оцинковки к минусу.


Чтобы начать гальванический перенос цинка на предмет, они окунаются в электролит после обезжиривания.

Продолжительность процесса зависит от мощности источника постоянного тока и размера изделия. Нужно периодически его вынимать и контролировать процесс.

Процесс нанесения цинкового покрытия
Необходимо подготовить цинковый лом, к примеру, корпус от старого карбюратора, или же купить гранулированный цинк в магазине химреактивов.


Куски карбюратора или гранулы засыпаются в банку с небольшим количеством электролита для АКБ.

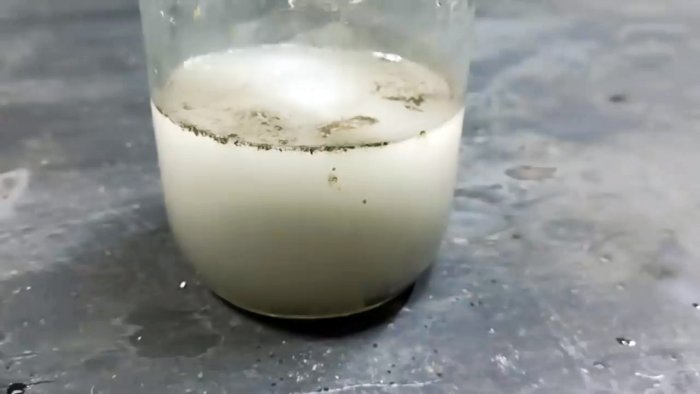
Спустя примерно сутки цинк растворится, про что будет свидетельствовать прекращение выделения пузырьков. Полученный мутный раствор нужно профильтровать через воронку с ватой.

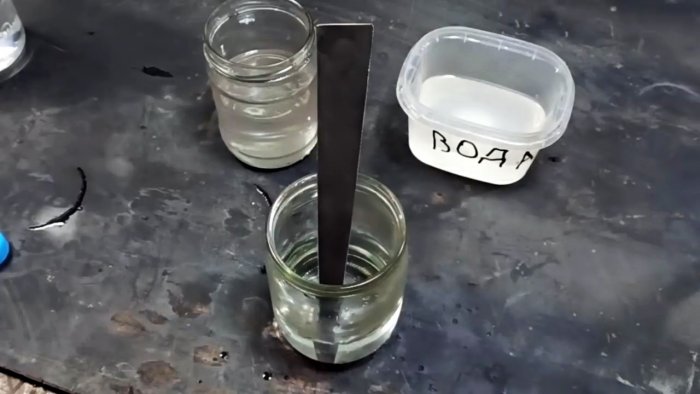
Далее подготавливается ванночка с водой и содой. Также потребуется еще одна стеклянная баночка, которую следует заполнить чистым электролитом.
Деталь для покрытия цинком шлифуется и протирается растворителем. Затем ее нужно опустить в чистый электролит на 10-20 сек. После этого она окунается в раствор соды и протирается насухо.
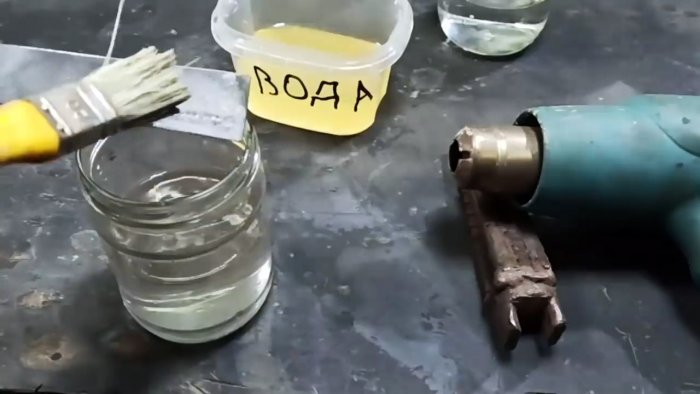
Теперь деталь в обработанном месте нужно разогреть до 400-500°С. Это делается монтажным феном или горелкой. Определить степень нагрева можно по цветам побежалости. Нужно греть металл до серого оттенка. Как только он начнет переходить в красновато-коричневый, требуется погрузить деталь в раствор цинка. После этого остатки кислоты смываются водой с содой.

Процесс можно повторить несколько раз, чтобы сделать пару слоев цинка. Только в этом случае сложно определять температуру без пирометра, так как через покрытия цвета побежалости не видно.


Если деталь слишком большая для погружения, то цинковое покрытие возможно наносить кистью.
Никелирование в домашних условиях — https://sdelaysam-svoimirukami.ru/7223-nikelirovanie-v-domashnih-uslovijah.html
Простой способ цинкования в домашних условиях
Электролитом может стать любой раствор, в котором содержится цинк:
- хлорид цинка (ZnCl);
- соляная кислота (HCL);
- ZnSO4 (результат травления серной кислоты H2SO4).
При травлении необходимо быть максимально осторожным, так как во время химической реакции выделяется взрывоопасный газ Н2.
Получение цинкового состава
Чтобы осуществить гальваническое цинкование металла дома, необходимо иметь цинк. Если говорить о подручных средствах, то цинк можно найти:
- в солевых батарейках (индекс L);
- в металлических оцинкованных деталях;
- в советских предохранителях.
А можно купить чистый цинк в радиомагазинах или на авторынках.
Подготовка к нанесению покрытия
- Нужно взять пластиковую или стеклянную тару, которая выступит в качестве ванны с электролитом, и установить держатели для анода и катода.
- Если в электролите заметны кристаллы соли, то использовать его нельзя. Растворить их можно, добавив дистиллированной воды.
- Анодом может выступить пластинка из цинка с подключенным к ней «+» зарядом. Чем больше площадь пластины, тем равномернее будет ложиться цинк на катоде. Чем больше анодов, тем больший участок покроется цинком за раз.
- Катод – это деталь, которая требует обработки (отрицательный заряд). На нее будут укладываться молекулы цинка. Необходимо подготовить металл к процедуре цинкования: очистить от коррозии, обезжирить и активировать, поместив в раствор кислоты. Необходимо расположить катод равно удаленно от всех источников положительного заряда.
- Источником электрического питания может выступать любой аккумулятор или блок питания. Чем выше будет напряжение, тем более ускоренно пройдет процесс гальванизации. Если используется автомобильный аккумулятор, в схему необходимо добавить другие потребители тока (например, лампочку накаливания).
Нанесение цинковой пленки
После всех подготовительных процедур останется только включить источник электрического питания и поместить катод в электролит. Не стоит допускать бурного кипения электролита: необходимо снизить силу тока, добавив в схему потребители электроэнергии. Чем дольше происходит процесс гальванизации, тем толще будет защитный слой цинка на поверхности обрабатываемой детали (катода).
Если у вас имеется опыт цинкования металла в домашних или промышленных условиях, вы можете поделиться им в комментариях.
Процесс гальванической оцинковки металла
В условиях гаража трудно осуществить полную оцинковку автомобильного кузова, но защитить пороги, крылья, зону номерного знака или удалить «жучки» вполне возможно. Источником цинка могут быть корпуса соляных батареек, цинковые аноды, аккумуляторы и др.Как распознать цинк? Поскольку он не намагничивается, то магнит к нему не притягивается. Также цинк легко плавится газовой горелкой, т. к. температура его плавления равна 419 градусов Цельсия.


Процесс гальванической оцинковки протекает медленно. Для его ускорения кусочки цинка растворим в ортофосфорной кислоте, которая будет выполнять функции электролита.


Для быстрого растворения цинка в кислоте емкость нагреем феном для сушки волос.


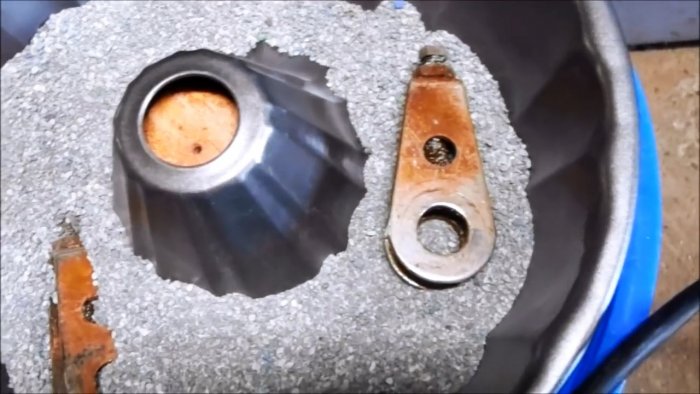
Приступаем к практической стороне дела. Для этого используем ржавую металлическую пластину. Удаляем с нее ржавчину, используя болгарку с проволочным диском.

В качестве анода используем большую соляную батарейку, удалив металлическую крышку, графитовый стержень и полувлажную смесь графита с окисью марганца, а также солей в качестве электролита.


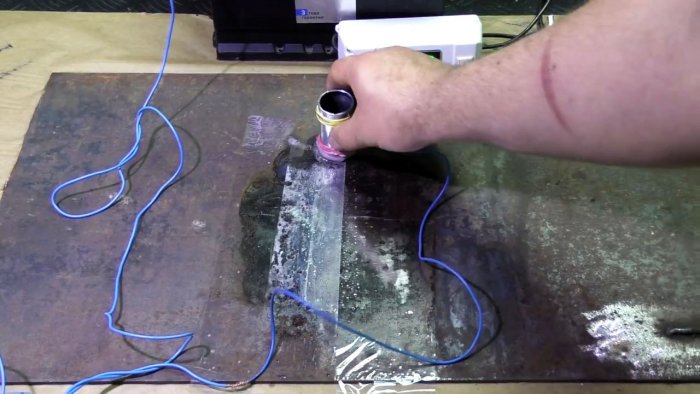
На одном конце цинкового корпуса кольцевой резинкой закрепляем ватный диск, а с другой – провод от плюсовой клеммы аккумулятора. Минусовую клемму батареи соединяем с металлом. Часть очищенного от ржавчины участка металлической пластины заклеиваем скотчем, чтобы создать четкую границу между оцинкованной зоной и частью, не покрытой слоем цинка.

Чтобы не перегрузить аккумулятор при гальванической оцинковке, подключаем амперметр со шкалой до 100 А. Если нет тонкого провода, можно обойтись и толстым, врезав в него лампочку. Набираем в шприц ортофосфорную кислоту с растворенным цинком и пропитываем ватный диск.

Сперва оцинковываем участок пластины, не очищенный от ржавчины, который вначале протекает при силе тока около 15 А, а затем падает до 2-3 А. Даже ржавый металл покрывается слоем цинка, который реально виден. Но наличие ржавчины ухудшает процесс оцинковки, однако при некотором усердии можно добиться неплохих результатов. Вновь пропитываем ватный диск электролитом и приступаем к оцинковке чистого участка пластины. Видно, что процесс начинается при силе тока ниже, чем в предыдущем случае, а затем протекает при тех же 2-3 А. Даже внешне видно, что качество оцинковки по чистому металлу выше, чем по ржавчине.
Для сравнительной оценки степени оцинковки удаляем скотч и убеждаемся в наличии четкой грани между оцинкованной и еще необработанной поверхностью. Может возникнуть подозрение, что разница обусловлена только действием кислоты, но не батарейки.

Установим истину. Для этого отсоединяем батарейку от аккумулятора. Пропитываем ватный диск электролитом и обрабатываем очищенный металл. Видим, что ничего не происходит. Вновь подсоединяем провод и подаем напряжение на батарейку. Начинаем ею водить по металлу и сразу же видим, что процесс оцинковки пошел. Через некоторое время граница между двумя частями металла исчезает. Если покрытие темное, т. е. хрупкое и пористое, значит либо мы медленно водили анодом, либо слишком большой ток, либо на вате нет электролита.После нанесения цинка, тщательно промываем место цинкования водой для удаления электролита. Также перед покраской обезжириваем поверхность. Это продлит жизнь детали или кузова.
Дааааа реально работает! Зинковка супер вещь ржавчину гонит на ура! Только лучше не тряпкой вытирать а щеткой мягкой а то царапины будут. И не забудьте про обезжиривание!
Норм статья, но чё-то сложновато для новичка, я вот не до конца понял про катод этот, типа деталь которую красить надо? а то пишут про отрицательный заряд, ну не понятно совсем. а так идея интересная, если металл ржавеет, цинком спасти можно, буду пробовать.
да ну цинковка это дело крутое сам делал не раз метали не ржавеют совсем правда раствор химией воняет жуть но зато выгодно и красиво а про защиту согласен надо все по технике безопасности соблюдать а то кислотой обляпаться можно или еще чего а то типа «необходимо использовать средства индивидуальной защиты» это прям как доктор говорит лекарство пить а не вздумать переболеть
ээээ ну да цинкование это норм защита от ржавчины, но гидродинамика это чето сложное ваще не понял про скорость погружения, че там с деталями и размерами? автор ну ты дай просто инструкцию а не научные трактаты