
Дата публикации: 20.02.2020
Для создания насыщающей среды, из которой формируется цинковый слой на метизах при цинковании, используют специальные составы — цинковую пыль или порошок. Для разных конструкций печи ТДЦ выбирают специальные смеси на основе цинка.
Для стационарных печей подходит 100%-ный порошок цинка или цинковая смесь с добавлением незначительного количества примесей. Для установок с вращающейся ретортой необходимы композиционные цинковые составы.

Термодиффузионное цинкование, которое также называют шерардизацией, является относительно новой технологией нанесения на поверхность изделий из металла слоя цинка. Между тем именно такой способ цинкования среди всех существующих на сегодняшний день признается многими специалистами наиболее перспективным.

Технология термодиффузионного цинкования предназначена для защиты от коррозии стальных и чугунных изделий
Процесс цинкования происходит в специальной смеси при высокой температуре. За счет взаимной диффузии железа и цинка, покрытие мало подвержено отслаиванию или скалыванию при механических нагрузках и деформациях изделий.
В современном производстве установка термодиффузионного цинкования доступна не только крупному бизнесу, но также среднему и небольшому. Поскольку мы изготавливаем оборудование и малых размеров, его можно установить в небольшом помещении без особых требований к производству.
Не смотря на то, что использование цинка является наиболее простым и действенным способом защиты металла, существуют и другие металлы для термодиффузии.
- Очищает металлоизделия от масел и других органических загрязнений. Ванна обезжиривания содержит кислотный или щелочной раствор, в зависимости от вида загрязнения. Температура 25-40 C. Время до 1 часа. После обезжиривания изделия
- Метизы,
- Оплата
- Доставка
- Гарантия
- Достоинства и недостатки
- Виды композиционных составов
- Важность показателя зернистости цинковой смеси
- Повторное применение смесей для термодиффузионного цинкования
- Особенности и сферы применения
- Требования ГОСТ Р 9. 316-2006 к термодиффузионным цинковым покрытиям
Очищает металлоизделия от масел и других органических загрязнений. Ванна обезжиривания содержит кислотный или щелочной раствор, в зависимости от вида загрязнения. Температура 25-40 C. Время до 1 часа. После обезжиривания изделия
Розница
Вид нанесения: горячее;
ТДЦ – современный метод химико-термической обработки изделий в установках (печах) в насыщающей смеси, состоящей из порошка цинка и инертного наполнителя. В результате обработки на поверхности изделий формируется защитное цинковое покрытие, соответствующее требованиям отечественных и зарубежных стандартов (ГОСТ Р 5163-98, BS 492, NF-91-460). Покрытие рекомендовано ОАО «Российские железные дороги» для цинкования деталей и конструкций контактной сети (ТУ № К-106/04).
Основные технические характеристики
1. Производительность — до 50 кг/час
2. Установленная электрическая мощность участка, — 45 кВт
3. Расход электроэнергии на тонну изделий, — 300 — 350 кВт
4. Расход насыщающей смеси на тонну изделий — 10 — 30 кг
5. Производственная площадь — 40 — 50 м. кв.
6. Обслуживающий персонал — 1 чел/смену.
7. Размеры рабочего пространства реторты печи
— диаметр — 400 мм
— длина — 930 мм
8. Температура проведения процесса — 360-420 ºС
9. Длительность термического цикла — 200 — 210 мин
10. Габаритные размеры линии (ориентировочно)
— ширина — 5000 мм
— длина — 10 000 мм
термодиффузионного цинкования имеет ограничения в размерах покрываемых деталей, которые должны помещаться в рабочую камеру. В настоящее время, как правило, используются цилиндрические камеры (реторты) длиной 900-2000 мм и диаметром 300-1000 мм.
Чаще всего используют для покрытия мелких и среднего размера деталей, например, дверных петель, скоб, различного рода крепежа: гвоздей, болтов, гаек и пр.
Небольшая толщина, прочность и равномерность покрытия делает его оптимальным для покрытия резьбовых соединений, обеспечивая многократную свинчиваемость. Это преимущество является актуальным также в применении для соединительной арматуры, труб, фитингов, различных сантехнических изделий.
Термодиффузия используется для цинкования следующей продукции:
Метизы,
Выражаем благодарность коллективу компании Азимут Цинк за качественно выполненные работы по цинкованию метизов. Отличный результат — слой циновки очень тонкий, но однородный, сохранена вся резьба, нет никаких щербин или наплывов. При необходимости «ювелирной» цинковки — только сюда!
Первый раз работаем с компанией Азимут Цинк и очень довольны сотрудничеством. Это очень ответственный коллектив, который тщательно выполняет все заказы, а также здесь предусмотрены удобные условия доставки металла и выгодные цены.
Хочу сказать спасибо сотрудникам компании Азимут Цинк за добросовестно и аккуратно выполненный заказ на цинкование металла. Никаких нареканий — покрытие однородное и тонкое, выполнили заказ — в сроки, сами все доставили. Спасибо.
Рекомендуем компанию Азимут Цинк для сотрудничества — очень ответственный и профессиональный подход, работать с ними одно удовольствие. Всегда соблюдают сроки по договору, нет никаких накладок, а также качество оказания услуг термодиффузионной обработки — всегда на высоте.
Оплата
Уточните условия по оплате у поставщика, но обычно возможны:
- Оплата по счету
- Наличные
- Карты: Visa, Mastercard, Мир
- Наложенный платеж
Доставка
Доставка в г. Санкт-Петербург, самовывоз г. Санкт-Петербург, ул. Кузнецовская, 19
Гарантия
Команда Проминдекс размещает объявления поставщиков и продавцов после тщательной проверки, однако это не гарантирует безопасной сделки между вами и продавцом. Перед принятием решения о покупке проверьте юридические данные компании и отзывы о ней на странице отзывов и в интернете.
Достоинства и недостатки
Технология цинкования, для реализации которой используется термодиффузия, отличается целым рядом достоинств. Перечислим их.
- Поверхность обработанного изделия и сформированный на ней цинковый слой характеризуются отличной адгезией.
- Данный метод обработки отличается экономичностью, так как для его реализации не требуются большие производственные площади, значительные затраты рабочей силы и электрической энергии.
- Технология термодиффузионного цинкования позволяет получать идеально ровное и однородное по своей толщине покрытие, отличающееся, кроме того, высокими защитными свойствами.
- За счет того, что термодиффузия осуществляется в герметичных контейнерах, данный процесс отличается токсической, химической и экологической безопасностью. При работе с такими установками человек не получит термический ожог, а также не подвергнется воздействию других факторов, которые бы могли негативно отразиться на его здоровье.
- Толщина цинкового слоя при использовании такой технологии хорошо поддается регулировке в достаточно широких пределах.
- Образующиеся в процессе термодиффузионного цинкования отходы легко утилизируются. При этом процесс такой утилизации, выполняемой по стандартной схеме, также не связан с опасностью для человеческого здоровья.
- Для очистки поверхности изделия после термодиффузионного цинкования не используются кислоты и другие агрессивные средства.
- Оборудование, на котором выполняется диффузионное поверхностное цинкование, отличается простотой управления и обслуживания.
- Процедура термодиффузионного покрытия цинком выполняется при более щадящем температурном режиме, если сравнивать ее с другими технологиями нанесения защитных покрытий.

После этого типа цинкования возможна последующая окраска деталей
У данной технологии есть два основных недостатка. Заключаются они в следующем.
- Цинковый слой, формирующийся на поверхности изделия при использовании данной методики, отличается малопривлекательным сероватым цветом. Такая проблема решается путем нанесения на предварительно полученное термодиффузионное цинковое покрытие дополнительного декоративного слоя. Следует, однако, иметь в виду, что возможность нанесения такого слоя не оговаривается положениями ГОСТа. Во многих случаях, когда для оцинкованных металлических изделий эстетический фактор не столь важен, на такой недостаток не обращают внимания.
- Габариты изделий, которые могут быть подвергнуты термодиффузионному цинкованию, серьезно ограничены размерами герметичного контейнера, а также внутренним объемом нагревательной печи.
При выполнении такой обработки следует строго придерживаться не только технологических рекомендаций, но и правил техники безопасности. В противном случае в организм человека может попасть цинковая пыль, которая способна нанести вред его здоровью.
Виды композиционных составов
На производстве используется два основных вида порошковых смесей на основе цинка, которые улучшают технические характеристики защитного слоя для стальных и чугунных метизов:
I. Композиционная смесь с добавлением активаторов — хлористого цинка, хлористого или йодистого аммония
Добавки вводятся в соотношении 1-2% от общей массы всего состава путем тщательного перемешивания сырья с его дальнейшей просушкой при температуре 400°C.
Термодиффузионное цинкование таким составом производится при температуре 360°C. В результате на метизах получают:
- Тонкое и ровное покрытие
- Однородный серебристый цвет
- Отличные показатели пластичности цинкового слоя
Увеличение температуры при термодиффузии до 420°C ведет к образованию тонкого светлого слоя цинка с низкими показателями пластичности, обработка при температурах выше 420°C грозит образованием шероховатого налета цинка большой толщины и появлением наплывов.
II. Композиционная смесь с инертными добавками — речным песком, оксидом алюминия, шамотом
Для получения прочного цинкового покрытия большой толщины в порошок цинка вводят инертные добавки. Их содержание может доходить до 90% от общей массы всей смеси. Такие добавки позволяют проводить термодиффузионную обработку при температуре свыше 420°C без риска образования наплывов и спекшихся участков.
Важность показателя зернистости цинковой смеси
Для получения однородного тонкого покрытия цинка играет роль структура компонентов композиционного состава. Важно, чтобы все составляющие были примерного одного размера в пределах 0,15-0,2 мм.
Увеличение зернистости или использование неоднородного состава ведет к повышению толщины слоя цинка, появлению шероховатостей, снижению пластичности.
Повторное применение смесей для термодиффузионного цинкования
Экономическая выгода термодиффузии заключается еще и в возможности использования цинковых смесей повторно. Но при этом нужно учитывать, что процентное содержание цинка в порошке после использования снижается за счет расхода на формирование защитного слоя на метизе и окисления самого вещества. Для решения проблемы при каждом последующем применении порошок обогащают цинком в размере 5-10% от общей массы смеси.
Важно помнить, что в композиционных составах с активаторами окисление цинка проходит значительно быстрее, чем в смесях с инертными добавками. Поэтому композиции с инертными веществами гарантируют более длительное использование одного и того же насыщающего состава.
Особенности и сферы применения
Такой метод защиты металлических изделий от коррозии и старения, как термодиффузионное цинкование, общие требования к которому регламентирует ГОСТ Р 9.316-2006, основан на явлении диффузии молекул металла, протекающей при относительно высокой температуре (400–470°). В данном случае в поверхностный слой обрабатываемого изделия диффузируют молекулы легирующего элемента – цинка.
В результате применения такой технологии на поверхности металлической детали формируется однородный цинковый слой. При этом однороден такой слой даже в труднодоступных местах обрабатываемого изделия.

При термодиффузионной обработке детали покрываются равномерном слоем цинка, включая отверстия и внутренние полости
Диффузионному поверхностному цинкованию, выполняемому при термическом воздействии на обрабатываемую деталь, чаще всего подвергают:
- арматуру, применяемую в нефтяной и газовой отраслях;
- ограждающие дорожные и мостовые конструкции;
- элементы трубных коммуникаций и строительную арматуру;
- фурнитуру, используемую для изготовления мебели;
- арматуру, применяемую для укрепления железнодорожного полотна;
- конструктивные элементы автотранспортных средств;
- конструктивные элементы ЛЭП (линии электропередачи).
Термодиффузионное цинкование позволяет получать на поверхности металла цинковый слой минимальной толщины, благодаря чему подвергать такой обработке можно даже детали, отличающиеся очень небольшими размерами.
При повышении температуры обработки по данной технологии до 470° термодиффузия молекул цинка в поверхностный слой металла становится более интенсивной, но полученное в итоге покрытие не обладает требуемыми характеристиками. Оно не только отличается повышенной хрупкостью и легко отслаивается от поверхности изделия, но и не способно обеспечить требуемый уровень антикоррозионной защиты.
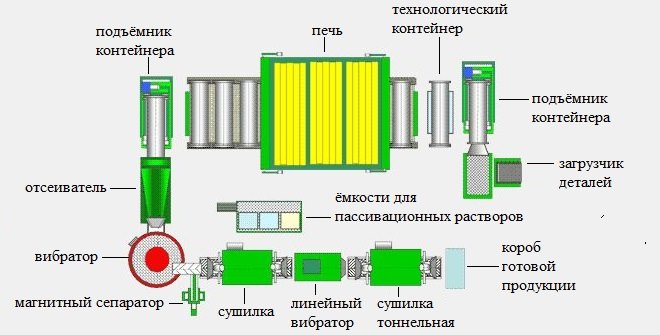
Промышленная линия термодиффузионного цинкования
Чтобы сформировать на поверхности металлического изделия термодиффузионное цинковое покрытие заданной толщины, обладающее высокими защитными характеристиками, необходимо предусмотреть ряд дополнительных процедур.
- Проводится тщательная очистка поверхности изделия, которое будет подвергаться обработке.
- Необходимо обеспечить герметичность контейнера для термодиффузионного цинкования.
- Когда герметичность контейнера обеспечена, в нем необходимо создать инертную или восстановительную среду. Следует иметь в виду, что в окислительной среде цинкование выполнять нельзя.

Детали обработаны и загружены в специальную емкость для термодиффузионного цинкования
При выполнении самого термодиффузионного цинкования в рабочую среду желательно вносить специальные флюсующие элементы, которые называют активаторами.
Если придерживаться всех вышеуказанных рекомендаций и строго соблюдать все технологические режимы, то на поверхности металлического изделия можно сформировать термодиффузионное цинковое покрытие, которое будет соответствовать как заданной толщине, так и требуемым защитным характеристикам.
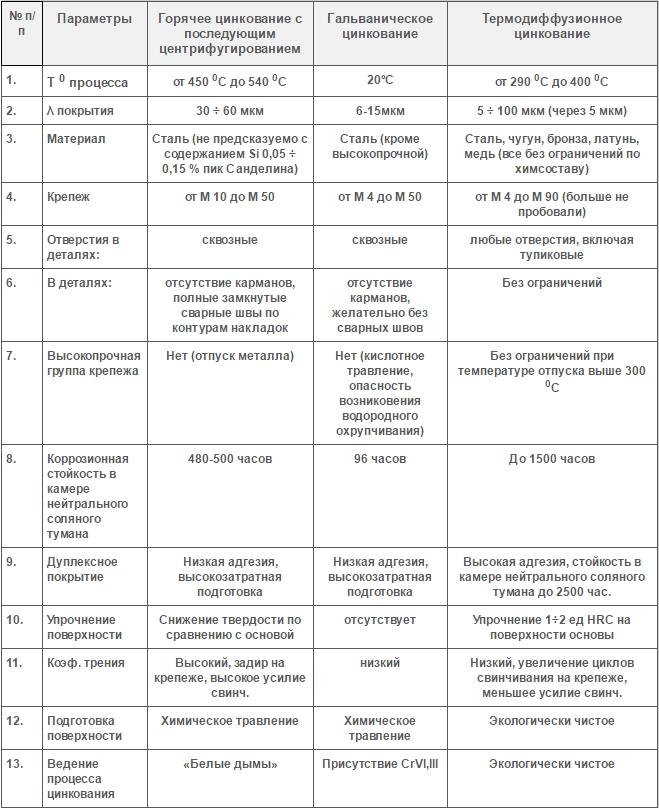
Сравнительный анализ коррозионной стойкости
Алгоритм нанесения термодиффузионного цинкового покрытия выглядит следующим образом.
- Обрабатываемая поверхность тщательно очищается (в производственных условиях для этого используют дробеметные, пескоструйные и ультразвуковые установки).
- Изделие и специальную смесь, за счет которой будет осуществляться насыщение его поверхности цинком, помещают в герметичный контейнер.
- В контейнере создается требуемая температура, при которой и протекает диффузионное поверхностное цинкование.

Печь для термодиффузионного цинкования
После окончания цинкования деталь извлекают из контейнера и очищают ее поверхность от остатков использованной смеси. Затем остается выполнить пассивирование уже оцинкованной поверхности и дать ей полностью остыть.
Для выполнения диффузионного поверхностного цинкования используются различные насыщающие смеси, одной из которых является «Левикор». Высокую популярность у отечественных специалистов смесь «Левикор» завоевала благодаря тому, что ее отличает высокая проникающая способность, а ее применение позволяет получать цинковые покрытия требуемой толщины, обладающие исключительными защитными свойствами.
Требования ГОСТ Р 9. 316-2006 к термодиффузионным цинковым покрытиям
В соответствии с положениями нормативного документа, термодиффузионные цинковые покрытия могут быть отнесены к одному из следующих классов:
- 1-й класс – толщиной 6–9 мкм;
- 2-й класс – 10–15 мкм;
- 3-й класс – 16–20 мкм;
- 4-й класс – 21–30 мкм;
- 5-й класс – 40–50 мкм.
Несмотря на то, что в ГОСТе не упомянуты цинковые покрытия большей толщины, потребитель по согласованию с производителем может заказать их нанесение. Однако в таком случае полученное покрытие будет относиться к категории нестандартных.

Рассматриваемый метод цинкования позволяет получить качественное цинковое покрытие толщиной 5–100 микрон
Термодиффузионное цинковое покрытие не наносится на те металлические конструкции и изделия, на которых имеются соединения, выполненные при помощи смол или припоя. Нанести цинковый слой на такие детали возможно, но для этого следует применять другие технологии.
В соответствии с положениями ГОСТ, цинковый слой, нанесенный на металлическое изделие по рассматриваемой технологии, не должен иметь следующих дефектов:
- остатков насыщающих смесей, которые не поддаются смыванию;
- вкраплений инородных тел;
- наростов;
- пустот и раковин;
- отслоений;
- трещин на поверхности;
- вздутий;
- даже очень незначительных по площади участков, на которых отсутствует покрытие.
Ознакомиться с требованиями ГОСТ к процессу обработки деталей методом термодиффузионного цинкования можно, скачав документ в формате pdf по ссылке ниже.
Да ну и зачем тогда это все если не по госту? Чес говоря, сомнительно как-то. Наверно, только для себя можно, а для сдачи куда-то не подойдет. Лучше уж проверенные методы использовать.
да кто ж смотрит на цвет? главное чтоб ржавчина не брала а то все эти блестящие покрытия через пару лет облезли а тут надежность!